
钢板分层和焊接(火切)冷脆性开裂的区别及处理
核心理念提示信息:充斥着国际铁矿石价格的急剧上涨,我省钢铁工业陷入微(薄)利时代。2010年我省大中型钢铁企业实际利润率897亿,销售利润率率2.91%,远低于全国工业企业6.2%的平均水平,其中宝钢380亿,占到利润率的42%,多数企业处在亏本或亏损状态。而钢铁企业降成本的毛毛在于减少钛和发生改变工艺技术走线。三流钢铁企业的钢制质量急剧度下降,多层钢制急剧增加,主要其原因是调钛和工艺技术走线的简化。选用提碳降锰,甚至Q345B也要紧接著了,否则都可能将有冷塑性裂缝造成。钢制绝大多数用于研磨,而铜焊钢又为钢铁企业所制造,制造的钢制发生改变了化学成分,发生改变了组织结构,铜焊钢也发生改变了,两者的发生改变,也会再次出现不匹配的现象。目前多层钢制多,偏析轻微钢制多,冲压后问题多难以避免。对冲压工艺技术相当调整,解决一些冲压后再次出现的问题,成为当前的焦点之一。
钢制多层与钢制火切、冲压后的冷塑性裂缝,整体表现方式一般相同,都为钢材东部的裂缝,从使用上来讲,多层钢制必须摘除,小块多层就小块摘除,局部性多层可以局部性摘除。钢制的冷塑性裂缝,整体表现的方式为东部脱落,有的是人也称之为脱落,为方便分析,定义为冷塑性脱落较为妥当些,此种瑕疵可以选用预防措施,用适当冲压工艺技术来处置,不用拆解。
1、钢制多层
多层是钢制(坯)剖面再次出现局部性的缝隙,使钢制剖面逐步形成局部性柱状,是废钢中的一种防卫性瑕疵,钢制不得有多层,蟹蛛科花1。多层亦称第二层、花色素,是废钢的外部瑕疵。角蕨(坯)内的液体、小块的非金属参杂物、未完全摘除的残余缩孔或发生卷曲、轻微的偏析均可能将引发废钢的多层,而不太合理的合金钢压下规章又可能将使多层加剧。


图1 钢制多层
2、钢制多层的种类
根据造成其原因的相同,多层所整体表现的部位形态也相同,有的是隐藏在废钢外部,内表层与废钢表层相连接或基本相连接;也有的是延伸到废钢表层,又在废钢表层逐步形成楔形状的表层瑕疵。概括起来有2种方式:
第1种为开口型多层。此种多层瑕疵在废钢的梳齿上宏观就可辨认出,一般在钢铁企业和工厂里基本上能被复检出来。
第2种为封闭式多层。此种多层瑕疵在废钢的梳齿中看不到,在工厂内如果不进行逐张钢制100%超音波熔接,亦难以辨认出,它是一种处在钢制外部的封闭式多层。此种多层瑕疵从矿山带到工厂,最后被研磨制造成产品交货。
多层瑕疵的存在使多层区钢制承受有效载荷的有效厚度减少,减少了与多层逆行受载的承载力。多层瑕疵的球道形状尖锐,对形变作用非常敏感,会引发轻微的形变集中。在运行过程中若有反复的读取、装载、升温、降温,就会在形变集中区逐步形成很大的接头处形变,以致造成形变疲劳。
3、冷裂缝的评估方法
3.1碳当量法----评估废钢冷裂缝倾向
由于冲压热影响区的淬硬及冷裂缝倾向与钢种的化学成分有关,所以利用化学成分间接地评估废钢冷裂缝的敏感性。把钢中钛元素的含量按其作用换算成碳的相当含量,作为粗略评定废钢冷裂倾向的一种参数指标,即碳当量法。对于低台金钢的碳当量法,国际冲压学会(IIW)推荐公式:Ceq(IIW)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15,
根据公式计算碳当量的数值越大,被焊废钢的淬硬倾向就越大,热影响区越易造成冷裂缝。因此可以用碳当量的大小来评定废钢冲压性的优劣,并按冲压性的优劣提出防止造成冲压裂缝的最佳工艺技术条件。
当使用国际学会推荐的公式时,若Ceq(IIW)<0.4%,则淬硬倾向不大,冲压性良好,焊前不需要紧接著;若Ceq (IIW)=0.4%~0.6%,尤其是大于0.5%时,废钢易淬硬.说明冲压性已变差,焊时需紧接著才能防止冲压裂缝,随板厚增大紧接著温度要相应提高。
3.2冲压冷裂缝敏感指数
低钛高强钢冲压时造成冷裂缝的其原因除化学成分外,还有熔敷金属中扩散氢含量、接头的拘束形变等,日本伊藤等人选用斜Y形坡口铁研试验对200多个钢种做了大量试验提出了由化学成分、扩散氢和拘束度(或板厚)所建立的冷裂缝敏感指数等公式,并用冷裂缝敏感性指数来确定防止冷裂缝所须的焊前紧接著温度。一般认为,下述公式可用于碳含量不大于0.16%、抗拉强度为400~900MPa的低钛高强度钢。
Pcm=C+Si/30+Mn/20+Cu/20+Ni/60+Cr/20+Mo/15+V/10+5B (%);
Pc=Pcm+[H]/60+t/600(%)
To=1440Pc-392 (℃)
式中: [H]——选用日本JIS 3113标准测定的熔敷金属扩散氢含量(ml/100g);
t——板厚(mm);To——最低焊前紧接著温度(℃)。
计算出该厚度钢制的冲压冷裂缝敏感性指数Pc,和不裂的最低焊前紧接著温度To约为多少度。计算结果To≥50℃时,该钢制具有一定的冲压冷裂缝敏感性,要进行紧接著。
4、大型构件冷塑性脱落的修复
钢制冲压完成以后,某块钢制某部分脱落了,说是多层了,见下图2,裂缝的形貌。冲压专家认为修复工艺技术定义为钢制Z向裂缝的焊补工艺技术为妥些。由于构件很大,将此钢制拆下,工作量大,再重新冲压一块,极有可能将整个构件发生变形,整个构件要拆解,损失很大。

图2 大型构件脱落
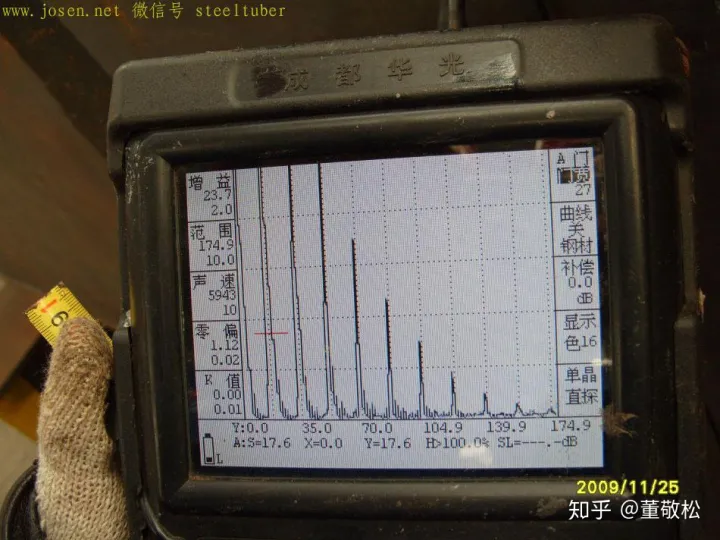
图3 多层钢制熔接波形(图2钢制厚度35mm)
4.1、Z向裂缝发生其原因及防止措施
由于切割、冲压造成的Z向裂缝属冷裂。钢制硬度及厚度越大,再次出现Z向裂缝几率就越高。如何避免其发生,最佳方法是切割、冲压之前进行紧接著,紧接著的温度取决于钢制的等级和厚度。紧接著可以通过切割枪、电子履带加热垫进行,应当在加热点的背面测量所需的温度。(注:要使整个钢制切割截面均匀受热,以免接触热源的区域再次出现局部性过热的现象)选用紧接著,可减少切割、冲压造成Z向裂缝的几率。推荐各厚度紧接著温度及切割速度如下表:
钢级厚度紧接著温度Q345~Q(S)890等10-30100℃30-49.9150℃50-70175℃raft-node="block" data-draft-type="table" data-size="normal" data-row-style="normal">
钢级厚度紧接著温度Q345~Q(S)890等10-30100℃30-49.9150℃50-70175℃4.2、返修工艺技术
1、先用角磨机将裂缝处磨到看不见裂缝后,将补焊处周围紧接著到100℃左右再选用CO2焊(药芯焊丝最佳)。焊完第一层,立即用圆锥锤敲击焊缝,然后进行下面各层的冲压,做到每焊完一层都要用锤敲击焊缝。保证层间温度≤200℃。
2、裂缝比较深的话,将补焊处周围紧接著到100℃左右,立即选用碳弧气刨清根,再用角磨机打磨直至露出金属光泽,(如果补焊处温度不到100℃,要重新进行紧接著)然后冲压。
3、焊完后,用硅酸铝棉或石棉将焊缝保温,保温时间≥2小时。
4、为保险起见对修复部位进行超音波熔接。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~