
这几种焊接方法,你知道多少?
1. 冲压的表述
冲压是透过将金属材料冷却到冲压环境温度、冷却系统或不冷却系统,而仅透过冷却系统,采用或不采用充填金属材料而将钛或非钛在局部性黏合的过程,黏合即相连在一同,因此冲压是指实现相连的操作方式公益活动。
2. 常见冲压方式
纯手工耐腐蚀(SMAW)、液体为保护耐腐蚀(GMAW) 、药芯塞雷县耐腐蚀(FCAW) 、 钨极液体为保护耐腐蚀(GTAW)、埋焊(SAW)
3.其他冲压方式
激光焊(PAW)、电渣焊(ESW)、氧乙炔焊(OAW)、肩托焊(SW) 、激光束焊(LBW) 、激光束焊(EBW)、阻抗焊(RW)、金属金属材料
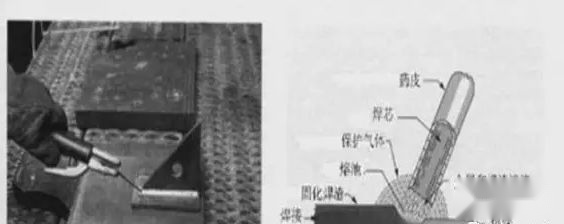
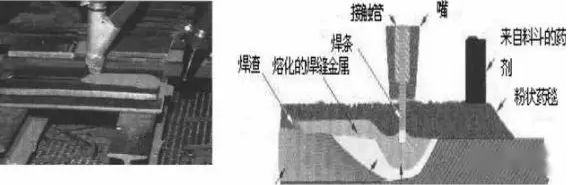
纯手工耐腐蚀(SMAW)
透过腺萼皮的铜焊和被焊钛间的静电将被焊钛冷却,进而达到冲压 的目地。从图中可以窥见,铜焊和钻孔的静电是由电阻引发的,它提供电能并将助焊剂、充填钛以及药皮溶化,随著静电向右终端,冲压钛以求凝结并在表层形成几层焊渣。纯手工耐腐蚀中最主要的基本要素是铜焊这类,它是由钛芯外覆几层块状銲接和这种粘接剂制做而成的。大部份的不锈钢和玻璃钢铜焊大体上都用盒形丝做芯,而钛原素则源自于药皮,这也是极为经济的一种钛化方式。
纯手工耐腐蚀的特征:
1、电子设备单纯而昂贵,这就使纯手工耐腐蚀很小巧;
由于各式各样的铜焊更易以获取,此种冲压工艺技术被认为是LX1的;
随著电子设备和铜焊的不断更新,此种冲压方式仍旧能维持极高的冲压产品质量;
冲压速度快,工作效率低;
焊后需要清渣。
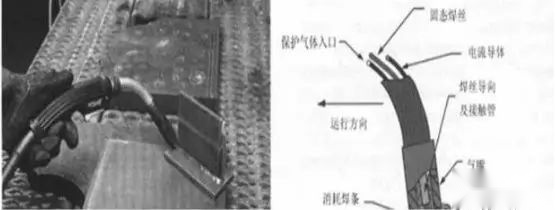
液体为保护耐腐蚀(GMAW)
液体为保护耐腐蚀是透过焊枪连续不断的送丝,由塞雷县和钻孔之间产生的静电的热量将助焊剂和塞雷县熔化,进而达到冲压的目地。液体为保护耐腐蚀很重要的一个特征是冲压过程的为保护液体也是由焊枪输送,这些液体有惰性的,也有非惰性的。惰性液体如氩、氦可用于某些冲压当中,它们可单独采用,也可混合采用,或与其它非惰性液体如氮气、氧气或二氧化碳混合采用。多数液体为保护耐腐蚀采用二氧化碳作为为保护液体,因为与惰性液体相比,它价格极为昂贵。液体为保护耐腐蚀的电极是实芯塞雷县。
液体为保护耐腐蚀的特征
1、生产工作效率较高;
2、用液体为保护,无焊渣,焊后不需要清渣;
3、冲压时焊缝可见性,因为没有焊渣,焊工能够很容易地观察静电和熔池的情况,进而改善控制;
4、对气流和风特别敏感,它们会将为保护液体吹开,不适用工地现场冲压;
5、电子设备要求比纯手工耐腐蚀的电子设备复杂。
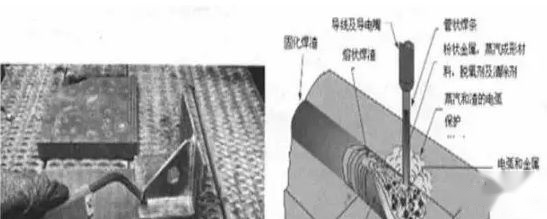
药芯塞雷县耐腐蚀(FCAW)
与液体为保护焊非常相似,差别在药芯塞雷县焊采用的是管状塞雷县,其中装有块状的銲接,而不是液体为保护焊所用的实芯塞雷县。管状的塞雷县透过焊枪中的导电嘴送进,并在塞雷县和钻孔之间产生静电。随著向前冲压而熔敷焊缝钛,和纯手工耐腐蚀一样,在焊缝钛上覆盖着几层焊渣。根据采用的塞雷县类型不同,可以对药芯焊附带或不附带额外的为保护液体。有些塞雷县被设计成靠内部銲接提供大部份需要的为保护,它们被称为自为保护性。其它的塞雷县要求附加的为保护液体提供附加的为保护。
药芯塞雷县耐腐蚀的特征:
1、极高的生产工作效率,是纯手工冲压工艺技术中工作效率最高的;
无论有无为保护液体的辅助,FCAW因有銲接,它比GMAW对助焊剂污染有更大的容许;
由于存在銲接,在冲压过程中会产生大量的烟;
焊后需要清渣;
电子设备比SMAW 复杂。
钨极液体为保护耐腐蚀(GTAW)
GTAW最重要的特性是电极在冲压过程中不会消耗。它采用纯钨或钨钛制造,具有承受高温的能力,甚至是静电的高温。因而,当电阻透过时,就在钨极和钻孔之间建立起静电。当需要充填钛时,必须额外添加,通常采用纯手工方式,或采用机械送丝系统。静电和钛采用惰性液体为保护,这些液体从包围着钨极的喷嘴中流出。因为没有采用銲接,熔敷钛不需要清渣。GTAW在许多工业领域有着广泛的应用,它能冲压几乎大部份的金属材料,因为电极在冲压过程没有熔化,具有在极低电阻情况下冲压的能力,使钨极氩焊可用于极薄金属材料的冲压。它特有的清洁和操作方式可控特性,使它成为苛刻条件下应用的首选,这些应用如太空、食品和药品加工,石化和动力管道工业。
钨极液体为保护耐腐蚀的特征:
1、主要优势在于它焊出的焊缝具有极高的产品质量和优异的外观产品质量;
2、由于没有銲接,该方式非常干净,不需要焊后清理焊渣;
3、能冲压极薄的金属材料;
4、适合冲压几乎大部份的钛;
5、冲压可以不用充填金属材料;
6、生产工作效率低,是大部份可选用的冲压方式中最慢的;
7、对污染的容许程度很低,焊前必须对助焊剂和充填金属材料进行认真的清理
8、对焊工的技能水平要求较高;
9、容易产生夹钨缺陷。
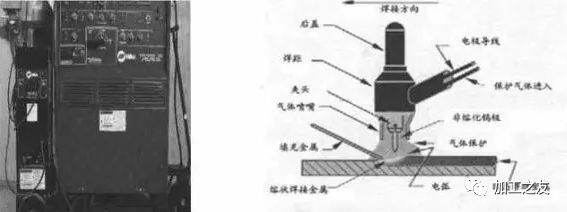
埋焊(SAW)
SAW用实芯塞雷县连续送进,塞雷县产生的静电完全被颗块状的銲接层所覆盖,因而被命名成埋焊,此种方式是目前所提及的在焊缝钛熔敷工作效率上最高的一种典型冲压方式。对于埋焊工艺技术,颗块状銲接被置于塞雷县的前部或周围来实现对熔化钛的为保护。在冲压过程中,在焊道上有几层焊渣和仍然为颗块状的銲接。
埋焊的特征:
1、高的熔敷工作效率;
2、没有可见的弧光,焊工无需佩带防护镜和其它厚重为保护服;
3、比其它一些冲压方式产生更少的烟;
4、只能在銲接可以被支撑在冲压接头的位置进行冲压, 一般为平焊和横焊;
5、电子设备复杂;
6、采用銲接,銲接需要冷却,不能受潮;
7、焊后需要清渣;
8、易产生凝结裂纹
来源:冲压技术
关注机械学霸小程序,
以获取资源更直接!
免责声明:本文系网络转载,版权归原作者大部份。如涉及版权问题,请与机械学霸联系,我们将第一时间协商版权问题或删除内容。



相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~