
成本核算有哪些方法?
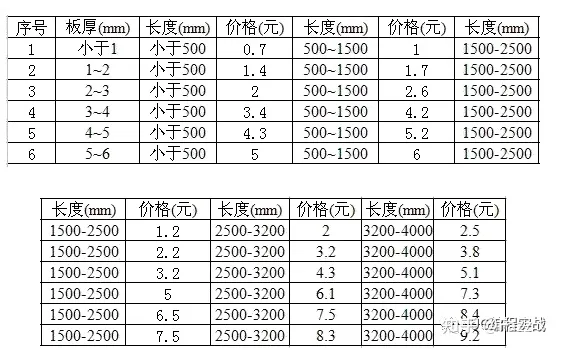
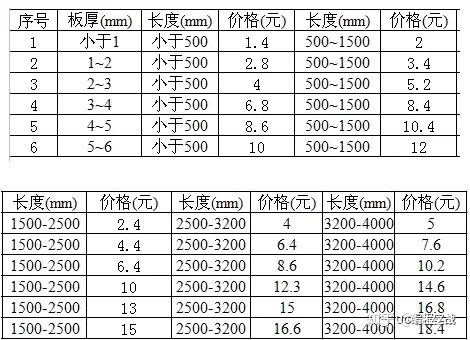
前段时间一两年工程机械营生不振,控制生产成本就成为企业提高效率的有效途径之一,钻孔研磨成品繁杂,如何才能星毛钻孔的有效服务费呢?看透上面那些,你就掌控了计算生产成本的精粹,深入细致的哈哈。 机加件生产成本估计介绍: 当金属材料生产成本是很大,主要差别就在各家公司不同的人工生产成本、货物运输生产成本、耗用生产成本以及税赋这部份,那么那些部份机研磨厂房大多通过怎样的方式计算的呢? 以下小贴士重新整理了部份数据资料,附注(因计算结果因各省市通货膨胀有进出)先珍藏,以可供使用。 详尽计算结果: 1)首先你能对关键性或繁杂配件要求旁人提供先期的工艺技术精心安排,详尽到每一成品,每一成品的费时。 2)根据每一成品需要的电子设备每半小时服务费能算出研磨生产成本。 具体电子设备生产成本你也能问分销商要,比如:一般立加每半小时在¥60~80之间(下同); 车床、普车等一般电子设备通常为¥30。 3)在按照比例加上包装袋货物运输、管理服务费、T5800枪械、利润率就是产品价格了。当然,产品价格很大某种程度白眉林和该配件的年订货量和缓急某种程度有很大关系。easier和大批量Sitapur很多产品价格,这也是很容易认知的。 粗略地估计法: 1)对小件,表面积非常大,总重量较重。 技术难度通常的: 研磨服务费约莫与整座配件原料生产成本之比为1:1,那个比与订货量成正比。 技术难度非常大的: 研磨服务费约莫与整座配件原料生产成本之比为1.2~1.5:1,那个比与订货量成正比; 2)对中饰品 技术难度通常的: 研磨服务费约莫与整座配件原料生产成本之比为2~3:1,那个比与订货量成正比。 技术难度非常大的: 研磨服务费约莫与整座配件原料生产成本之比为5~10:1,那个比与订货量成正比。 由于机械研磨存在很大的工艺技术灵活性,也就是一个配件能有很多种工艺技术精心安排,那么生产成本当然是不一样的,但是分销商有时会报价时给你说一种繁杂工艺技术提高产品价格,而实际生产时会采用其他简单工艺技术,所以订货员自身对图纸的阅读和对配件研磨方面的知识的多少就决定你对生产成本的把握,所以机械配件订货需要比较全面的机械研磨知识。 机研磨服务费构成通常按照工时 如果你要研磨一个钻孔,首先是旁人的金属材料服务费;然后是为了购买钻孔的一些差旅服务费(通常没有)。 最主要的是你要研磨的钻孔所需要的研磨工时,通常车工10-20元/半小时,钳工要少一点约莫10-15/半小时;其余不在例举。 如果没有现成的工具(如枪械、模具),所购买的服务费也是需要你承担一部份的或全部;最后加起来就是你要付的研磨服务费! 金属材料费、机器折旧、人工费、管理费、税 等基本的是要的。或者是金属材料费、研磨费和税,还有业务服务费,货物运输服务费,做预算需要多市场有一个很透彻的了解,不在其中摸爬滚打一两年会完全摸不到头绪。 工艺技术的问题应该包括金属材料费、研磨费(采用何种研磨价钱就不一样了)、电子设备折旧费、工人工资、管理费、税费等。主要是先确定工艺技术,即研磨方法,然后根据工艺技术来计算工时,由工时来确定单个配件的基本研磨服务费,再加上其他的服务费。工艺技术是个很繁杂的学问, 一个配件采用不同的工艺技术,产品价格有差异的。 工时产品价格基本服务费 其实各种工种的工时产品价格并没有固定的,会根据钻孔的缓急、电子设备的大小、性能的不同而不同,当然关键性看你的量是多少了,不过通常来说它都有一个基本价,在基本价之间浮动。 1、车基本价:20-40 具体的有根据实际情况而定,像饰品,很简单的工时就小于20元;有时甚至只有10元。 例如一些大的皮带轮,研磨余量大,老板只赚铸铁粉的钱就够了;有时如果钻孔大的话,通常市面上没法研磨的就能高点,两三倍,别人也没办法。 2、磨基本价:25-45 3、铣基本价:25-45 4、钻基本价:15-35 5、刨基本价:15-35 6、线割基本价:3-4/900平方毫米 7、电火花基本价:10-40,easier通常按50/件(小于1个半小时) 8、NC基本价:比一般的贵它个2-4倍 9、雕刻:通常都是easier的,50-500/件 当然还是一句话,具体产品具体产品价格。 以上产品价格只给做参考,如果各位有什么经验,希望大家也能说出来,大家一起交流。 因地区不同,时间不同,各厂家不同,需方不同,供方不同,数量不同,有很多的不同,产品价格也是千差万别,没有很大。但通常按研磨工时计费,给一个参考如下(其中数字只做参考,地区、时间差异实在很大,那个数据资料还没包括电研磨,比如线切割,通常是以被研磨面积来计费) 关于通常机械研磨件的收费标准 一 、以工时记价办法: Z25钻床,CA6140车床 刨床 插床 锯床 以每半小时15元记费。 立、卧铣,线切割,大车床,龙门铣以每半小时20元记费。 钳工通常维修以每半小时15元记费。 记时单位 从接手研磨开始至研磨完成验收合格结束。 二、以根据配件,数量,精度要求收费办法: 1、 钻孔研磨通常金属材料 深径比不大于2.5倍的直径25MM以下按钻头直径*0.05 直径25-60的按钻头直径*0.12(最 小孔不低于0.5元)。 深径比大于2.5的通常金属材料收费基价*深径比*0.4收取 对孔径精度要求小于0.1MM或对中心距要求小于0.1MM的按基价*5收费。 对攻丝收费标准按丝锥直径*0.2收费(以铸铁为标准,钢件另*1.2),在大批量研磨时以标准基价*0.2-0.8收取(根据大批量大小与研磨缓急某种程度)。 2、 车床研磨类通常精度光轴研磨 长径比不大与10的按研磨件毛坯尺寸*0.2收费(最底5元)。 长径比大于10的按通常光轴基价*长径比数*0.15 精度要求在0.05MM以内的或要求带锥度的以通常光轴基价*2收取。 通常阶梯轴(风机轴,泵轴,减速器轴,砂轮轴,电机轴,主轴等)以通常精度光轴研磨 基价*2收取 阶梯轴如有带锥度,内外罗纹,的按通常精度光轴研磨 基价*3收取。 通常用途丝杠按通常精度光轴研磨 基价*4收取。 通常法兰盘类配件收费标准按金属材料直径*0.07收取,直径大于430MM的按金属材料直径*0.12收取。 通常圆螺母配件按直径*0.25收费(包括金属材料)。 通常梯形,三角螺母配件按直径*0.3(不包金属材料)。 通常轴套类配件(直径小于100径长比小于2)按金属材料外径*0.2收取,径长比超过2的按径长比*基价*0.6。 通常修补轴承台类配件磨损量小于2MM的直径小于40MM宽度小于25MM的每一5元,需要上中心架,或长度大于1.7米的基价*2收取。直径大于40MM的按直径*0.2收取。 3、车床研磨类通常键槽研磨 (长宽比小于10的)按键槽宽度*0.5收取(最低5元)。长宽比超过10的按长宽比*基价*0.1收取。 如有严格位置度要求的按基价*2收取。 硬度大于HRC40的金属材料研磨按基价*2收取。 通常花键研磨(长径比小于5的)按花键轴外径*0.8收取(最低15元)。 通常齿轮类研磨按模数*齿数 *0.5元收取。蜗轮按基数*1.2收取。斜齿轮,伞齿轮,变位齿轮按基价*2收取。 通常平面研磨类按每平方分米1.5元收取(最低5元)。 通常镗孔研磨按孔直径*0.25收取。 4、带锯研磨类 通常圆钢,厚壁管,方钢截断,按每平方分米5元计算(最低5元)通常钢板切断,分条,开角按每平方分米10元(最低10元)。 5、线切割研磨 通常配件按切断面积(平方毫米)*0.008元收费。需要穿丝的配件每穿丝孔加价5元。 6、电焊与气割与等离子切割 一般焊条直径3.2的每支1元,TH506焊铸件每支3元。气割研磨,按铁板厚度MM*切割长度M计算等离子切割不锈钢,按气割基价*3收取,切割碳钢按气割基价*2收取。 7、关于特别加急件与加班件 按标准基价*2收取特别加急件定义为:第一时间精心安排为某特定客户维修或制造紧急配件。加班件系指超过正常工作时间而必须连续制造的配件。 光学工具曲线磨研磨费 60元/半小时, 200车床,20元/时, 300以上的车床 30元/时, 车床 20元/时,钻 15元/时, 镗床 35元/时, 磨床 30元/时, 插床 15元/时, 牛头刨床 20~25元/时, 龙门刨、铣 30元/时, 滚园机(滚钢板 板厚在20以下) 60元/时, C620.C6140基本20元一半小时, 30车床一半小时30元, 立车(车床一半小时60元, 摇臂钻一半小时20元, T68镗床一半小时30元, 牛刨小立铣卧铣20元一半小时, 龙门铣龙门刨60元一半小时, 400平么与一米以下外圆么床一半小时20元, 三米外么一半小时60元, 研磨中心80元一半小时(数铣数车一样算), 电焊气割基本以件计算,不太方便计算的以一半小时30元计, 钳T5800配一半小时20元。 另外工缴费还与外协研磨的数量有关,精研磨工时行情: 精磨公差0.005 40元/半小时, 火花 公差0.01 80元/半小时, 慢走丝公差0.005 100元/半小时, 光曲磨 公差0.003 180元/半小时。 机加件生产成本估计介绍: CNC 冲床服务费计算: *大大批量按 0.06 元/秒(216 元/半小时) *中等大批量按 0.08 元/秒(280 元/半小时) *小大批量按 0.1 元/秒(360 元/半小时)。 *大批量生产排版的钢板规格按:1219MM*2438MM。铜板规格按:600MM*1500MM。 *冲击频率按:3 次/秒(间隙 25MM) 2 次/秒(间隙 112MM) 1 次/秒(间隙 325MM) *选模时间按:3.0 秒(平均) 2 .剪床开料服务费计算: 碳钢剪板的报价标准 不锈钢剪板的报价标准 折弯服务费计算:碳钢折弯的报价标准 不锈钢折弯的报价标准 剪角机服务费计算: *大大批量每剪一刀按:0.1 元/刀。 *中等大批量每剪一刀按:0.2 元/刀。 *小大批量每剪一刀按:0.3 元/刀。 焊接(氩焊、线焊、碰焊)服务费计算: *大大批量每一点焊按:0.1 元/点,连续焊按:0.1 元/厘米。 *中等大批量每一点焊按:0.15 元/点,连续焊按:0.15 元/厘米. *小大批量每一点焊按:0.2 元/点,连续焊按:0.2 元/厘米. 3.6 一般冲床(25T)服务费计算: *一般冲床可研磨冲孔、剪角、冲包、铆接、压型等工艺技术。 *大大批量每研磨一道成品按:0.1 元/成品。 *中等大批量每研磨一道成品按:0.2 元/成品。 *小大批量每研磨一道成品按:0.3 元/成品。5 钳工服务费计算: *钳工成品包括攻丝、钻孔、沉孔、翻边等。 *大大批量每一道钳工成品按:0.1 元/成品。 *中等大批量每一道钳工成品按:0.2 元/成品。 *小大批量每道钳工成品按:0.3 元/成品。6 打磨服务费计算: *大大批量每一点打磨按:0.1 元/点,连续焊打磨按:0.1 元/厘米。 *中等大批量每一点打磨焊按:0.2 元/点,连续焊打磨按:0.2 元/厘米。 *小大批量每一点焊打磨按:0.3 元/点,连续焊打磨按:0.3 元/厘米。7 表面处理生产Hazaribag 表面喷塑服务费计算: * 大大批量表面喷塑按:10 元/平方米。小于 0.5 元按 0.5 元计算。 * 中等大批量表面喷塑按:12 元/平方米。小于 0.8 元按 0.8 元计算。 * 小大批量表面喷塑按:15 元/平方米。小于 1.0 元按 1.0 元计算。 表面镀彩锌服务费计算: *表面镀彩锌按:2.5 元/公斤。外发研磨,按市价。 表面镀白锌服务费计算: *表面镀白锌按:2.5 元/公斤。外发研磨,按市价。 表面镀铬服务费计算: *表面镀铬按:15 元/公斤。外发研磨,按市价。 表面镀镍服务费计算: *表面镀镍按:10 元/公斤。外发研磨,按市价。 表面镀黑镍服务费计算: *表面镀黑镍按:8 元/公斤。外发研磨,按市价。 表面铬化服务费计算: *表面铬化按:70 元/平方米。外发研磨,按市价。 表面发黑服务费计算: *表面发黑按:2 元/公斤。外发研磨,按市价。 表面阳极氧化服务费计算: *表面氧化白按:20 元/平方米。外发研磨,按市价。 *表面氧化黑按:25 元/平方米。外发研磨,按市价。 丝印服务费计算: *A4 菲林制做费按:120 元/张。外发研磨,按市价。 *A4 网板制做费按:120 元/块。 *A4 丝印按面积的大小或繁杂化的大小报价。8 装配、包装袋生产Hazaribag 装配服务费的计算: *厂内装配人工费不含紧固件、标准件等服务费。 *大大批量按:10 元/每半小时,中等大批量按 15 元/每半小时, 小大批量按:18 元/每半小时。 包装袋服务费的计算: *包装袋金属材料费按实际用量计算。 *厂内包装袋人工大大批量按:13 元/每半小时, 大等大批量按:15 元/每半小时, 小大批量按:18 元/每半小时。 大大批量按实际发生的服务费计算装配费和包装袋费。 通常情况下,中等大批量和小大批量的装配费、包装袋费、货物运输费、报废生产成本,按金属材料费的 15%计算。货物运输费只含珠江三 角洲范围内。 货物运输服务费的计算: 货车货物运输服务费报价见《短途货物运输产品价格一览表》。 大大批量按实际发生的服务费计算。 中等大批量和小大批量的货物运输费按实际发生的服务费计算。 长途货物运输或出口,服务费另计。 报废生产成本的计算: 大大批量的报废生产成本的计算按:报废生产成本=easier产品金属材料费*(2%~5%)。 以上就是简单的生产Hazaribag方法,当然不同的厂房都有着一套属于自己的核算标准,仅附注~ 特殊时期,请做好相关工作,安全第一!











相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~