
机械设计(课程)——主轴的选择与设计
这首诗主要就是跟我们撷取呵呵研磨服务中心上的两个重要组件——切入点,即使对个人从业是与滚珠轴承相关的制造行业,因此今天用来说的切入点也主要就以滚珠轴承上采用最少的滚珠轴承切入点为科沙群说明,其他行业如滚珠轴承、针型、雕刻机等碰触得相较较少,因此我并不作为两个重点来如是说,我还是撷取我碰触较为多的滚珠轴承切入点为主,这样我对个人的一些心得和体会也会相应的多一些。
首先,根据研磨服务中心的切入点锥孔的进行分类,他们大致可以将切入点分成7:24公差的切入点和1:10公差的HSK电浆切入点,因此在谈切入点前,他们必须介绍呵呵刀身的进行分类。
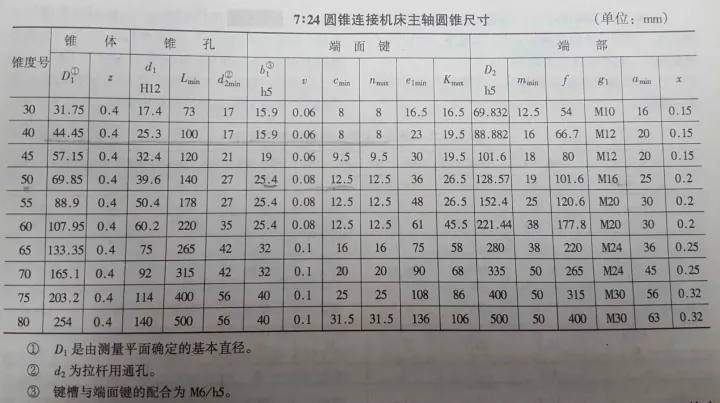
一、7:24公差的刀身的进行分类如是说(他们通过刀身的进行分类来进行如是说,即使切入点锥孔是和刀身配合采用,刀身的国际标准和技术标准也就相关联了切入点的机型与技术标准):
1、NT型刀身,也就是他们LX1紧固件采用的刀身,其相关联的瑞典国际标准机型为DIN2080,其刀身的伸长形式是通过人工全自动伸长刀身,不能实现紧固件的全自动较松刀身和臂换刀动作。此种类别的刀身在我国老式的紧固件上采用非常多,但随着科技的发展,越来越多的新研发紧固件大体上是不适用此种类别的刀身了的,因此其相关联的切入点在THF1的时候也要慎重优先选择。
2、JT型刀身,相关联的瑞典国际标准为DIN69871,此种刀身据说是目前国内采用最少的国际标准之一,其分成A型和B型三种,A型刀身是服务中心内冷,B型刀身是实乐版内冷,但其他体积是相同的。
3、IV或IT型刀身,其相关联的国际国际标准为ISO 7388/1,此种刀身与JT型刀身的体积大体上没有区别,除D4值(刀身用于刀库机械臂换刀时的F8大式大小),IV型D4值小于JT型D4值,因此IV型的刀身可以用在JT型加装的切入点上,但反之则不行,有可能会与刀臂发生干涉,而导致无法全自动抓刀。
4、BT型刀身,那个刀身对于的切入点是我对个人优先选择和采用最少的,也是国内现在采用最少的刀身之一,那个是日本国际标准的刀身,但目前台湾和大陆都很普遍的在采用,其加装体积和技术标准与前述四种完全不同,不能搞混,相较前述四种刀身,BT型刀身的自旋内部结构使其具有更好的高速路稳定性能。
5、CAT型刀身,那个相关联的是美国国际标准ANSI B5.50型刀身,其加装体积和JT型类似,但少了两个楔缺口。
二、1:10的HSK电浆刀身(本人没有采用过此种类别的刀身,因此具体的采用情况也不是很介绍,在这里提出来,只是作为两个习题撷取给我们)
HSK电浆刀身相关联的瑞典国际标准是DIN69873,其有五种国际标准和技术标准:即HSK-A、HSK-B、HSK-C、HSK-D、HSK-E、HSK-F等,较为常用的有四种:HSK-A(带内冷全自动换刀)、HSK-C(带内冷全自动换刀)、HSK-E(带内冷全自动换刀,高速路型)。
前述三种刀身的较为:7:24锥弧型刀身是依靠7:24的刀身圆锥和紧固件切入点孔的7:24T5250圆锥直接碰触功能定位相连的,在高速路研磨、相连连续性和重叠精确度四个方面都有一定的局限性,但1:10公差的HSK电浆刀身不但有1:10的刀身圆锥和紧固件切入点孔的1:10T5250圆锥碰触功能定位,同时刀身的实乐版面与切入点面也紧密碰触,此种单面碰触内部结构使HSK型刀身在高速路研磨、相连连续性和重叠精确度四个方面都优于7:24公差的刀身。
他们做两个电子设备的内部结构设计,通常除要确认电子设备的采用要求外,功能组件的优先选择尽量要按平民化,如前所述来优先选择,即使这样的优先选择成本是最低的,无论是在前期的THF1采购过程中,还是在后期的采用与维护过程中都是如此。
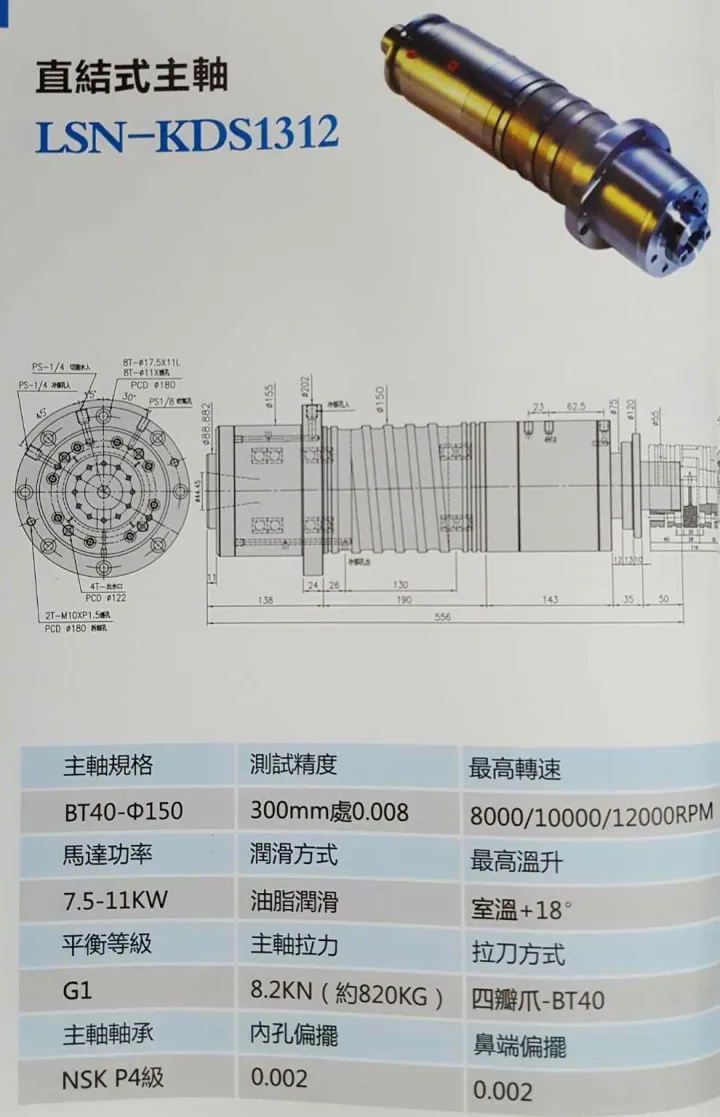
因此,今天他们重点给我们如是说的是与BT型刀身相关联的BT型切入点。
BT型切入点根据锥孔的大小(公差号)可以分成:
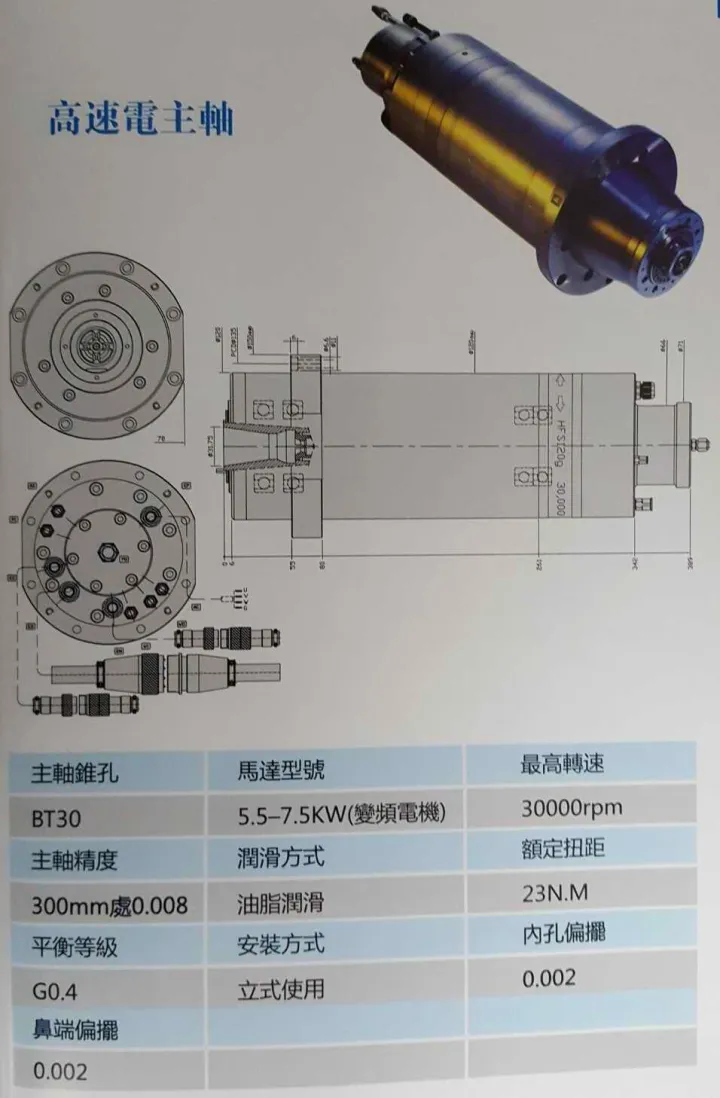
1、首先是如是说BT30切入点,他们来撷取一份BT30切入点的THF1参数图。

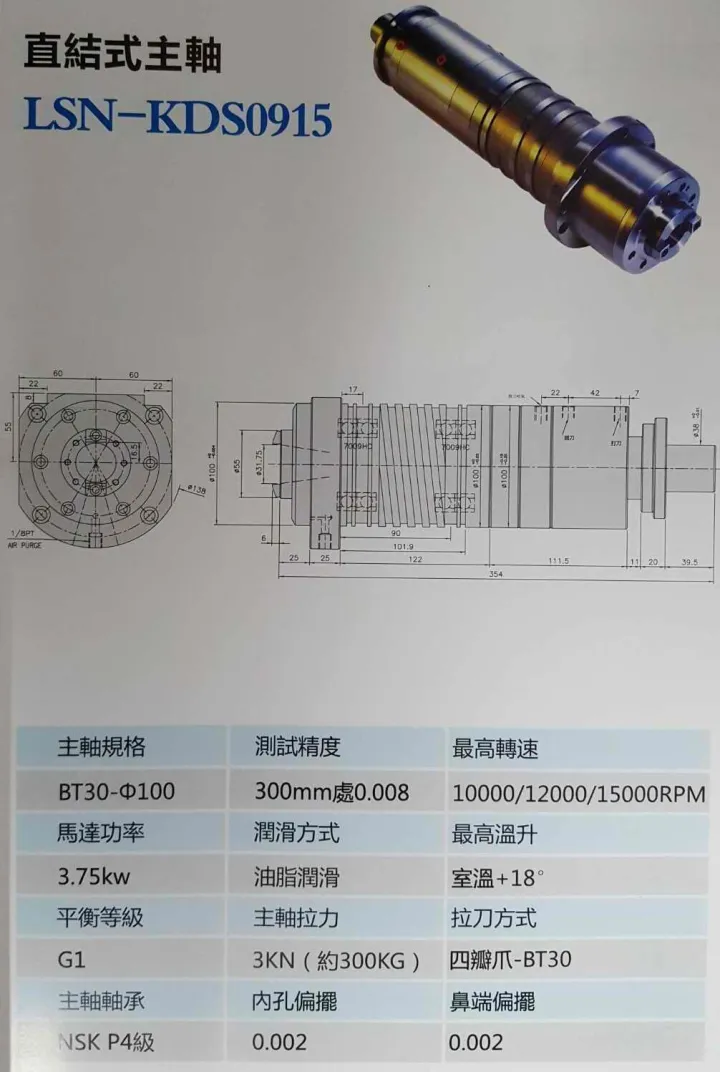
1)切入点技术标准:BT30-¢100,那个意思是切入点行为为BT30,切入点加装孔位¢100(那个相关联你内部结构设计切入点箱的加装孔体积)。
2)测试精确度:300mm处0.008,精确度很高了。
3)最高转速:10000/12000/15000RPM,这四个转速是需要你自己作出优先选择的,你优先选择的切入点只能优先选择其中两个转速。
4)切入点拉力:3KN,那个要结合你的研磨切削力来考虑,你的内部结构设计是用于什么类别的研磨,最大切削力是多少(需要估算)。
5)拉刀方式:四瓣爪-BT30,那个是全自动拉刀需要配置相应的拉钉技术标准。
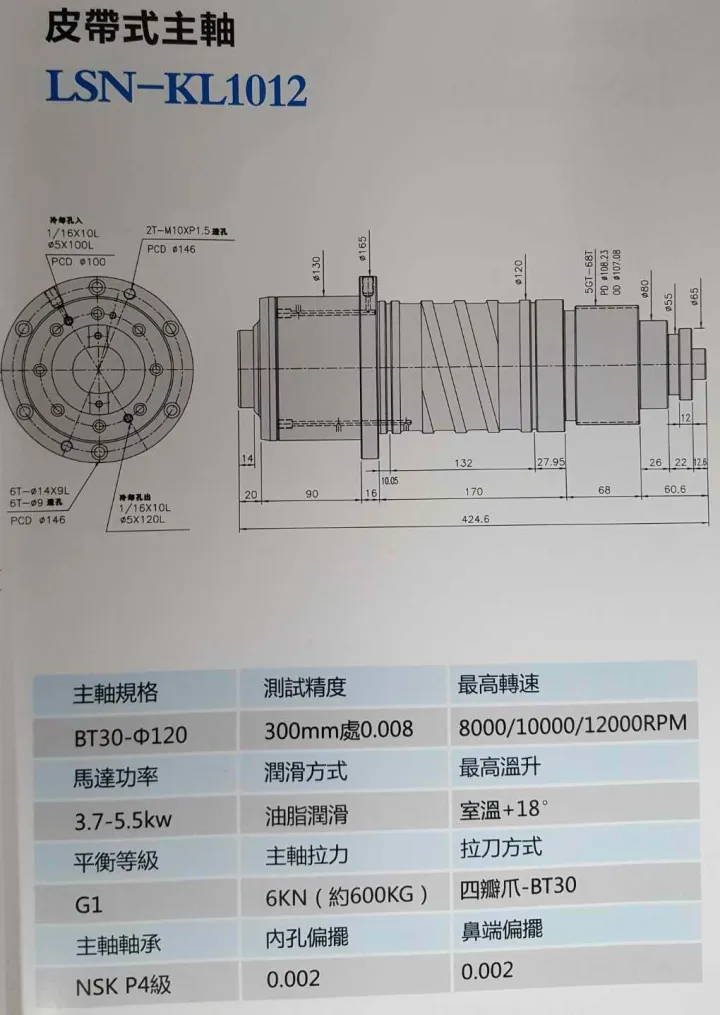
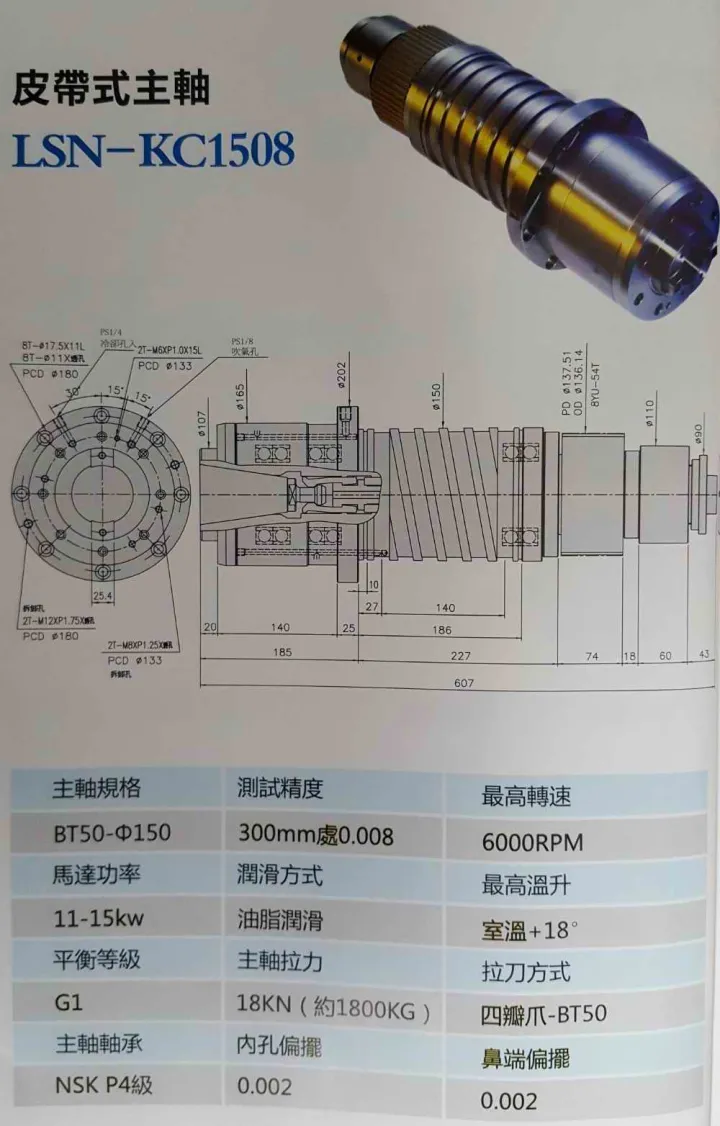
6)动力的传递方式:他们可以看到上面的优先选择参数图,可以分成皮带(主要就是指同步带)是切入点和直结式切入点,那个由两个方面的决定,两个是你内部结构设计的电子设备的内部结构,看是否有足够的装配空间,而是你是否需要利用减速来提升切入点的扭矩,如果需要的话,通常他们就采用皮带是来实现,当然直结式也可以通过电机带减速机的方式来减速提示扭矩,但减速机的速比通常都是较为大的,如果减速比太大,那转速就过低了,因此理论上虽然是可以通过那个内部结构来实现,但实际操作就存在一定的问题。
其他的参数不作一一的列举,内部结构设计者需要对这些参数做详细的介绍和沟通。
另注明两个主意事项,如果你是负责技术定型和采购商谈的,你一定要和对方确认呵呵对方采用的轴承是哪个厂家的,那个东西很重要,大体上觉得了切入点的采用寿命,上面注明的那个切入点轴承:NSK P4级就是两个很重要的说明,日本品牌,只要购买到的是真货,大体上还是可以信赖的,当然如果是顶级产品系列里的SKF那自然最好不过了。
BT30的切入点一般采用的范围是一些切削量相较较小的紧固件,即使技术标准上的限制,其拉刀力和切入点连续性都不适合进行大刀量的研磨切削,像台正光机里的TOM-Z740此种钻攻机用的就是BT30的切入点。
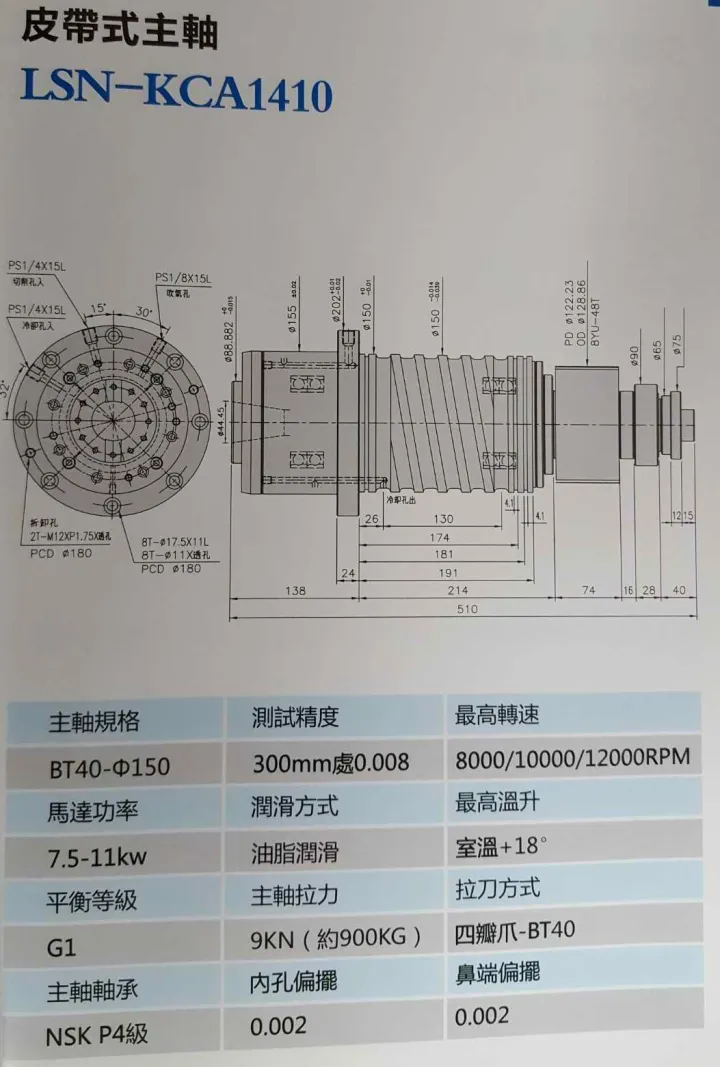
2、BT40切入点的THF1参数和图纸。

3、BT50切入点的THF1参数和图纸。

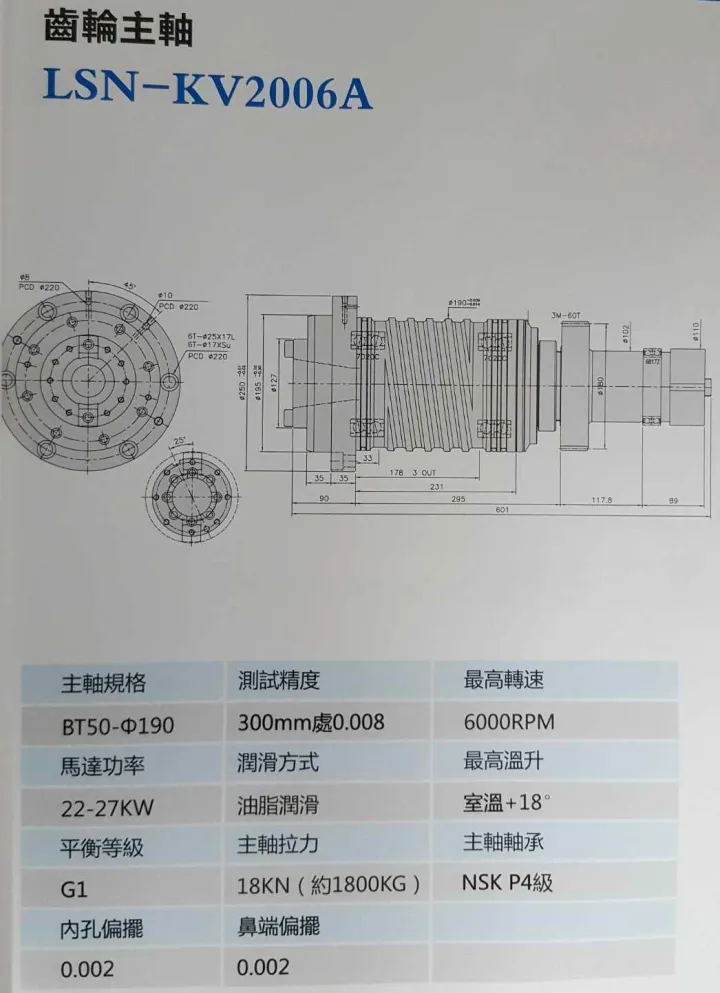
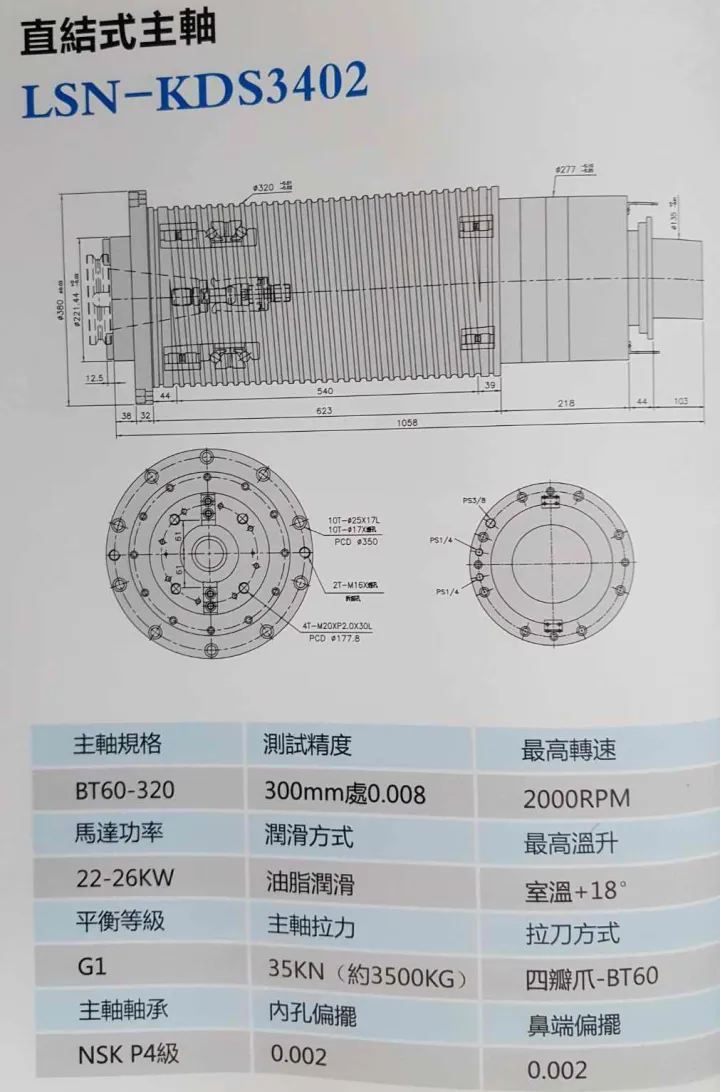
4、BT60切入点的THF1参数和图纸
5、电切入点,在这里要做两个单独的说明,即使那个是未来的两个发展趋势。
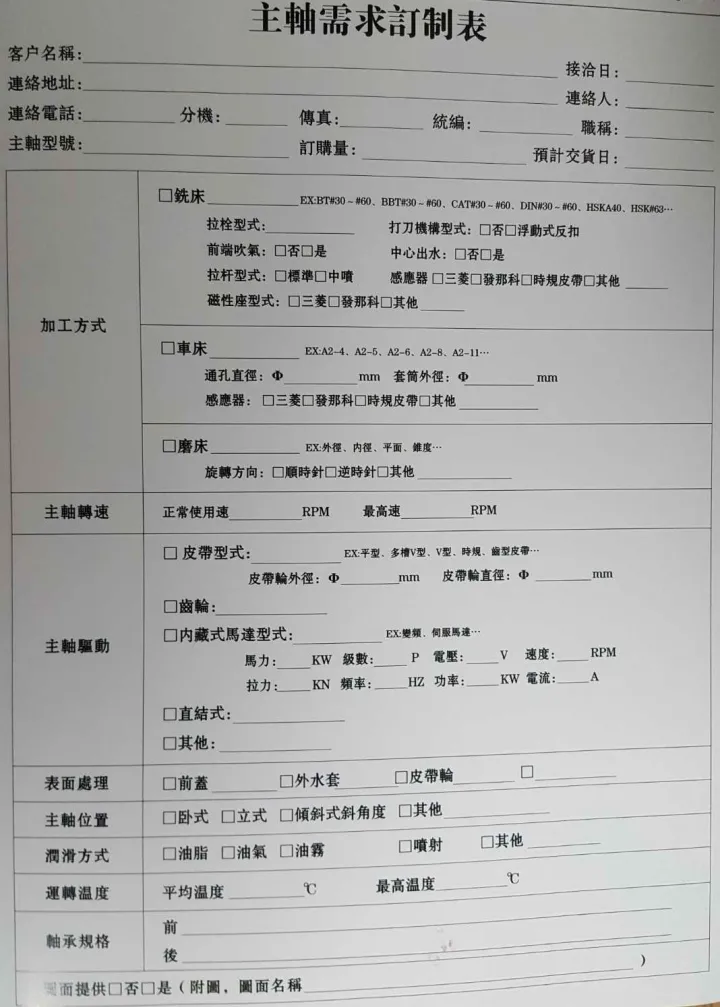
通常在他们优先选择切入点的时候,他们和切入点供应商之间会有两个这样的参数表格需要双方确认。
还有,要和我们撷取两个常识,无论是多么牛逼的切入点都是不经撞,尽量要避免撞刀的情况,当然这是针对研磨的要求,但作为内部结构设计者,他们有必要在一些出厂说明文件里做一些技术注明,提醒客户这些要点,这是他们的职责。
另,跟我们撷取呵呵BT40的拉钉如何优先选择。

注:如果你觉得本文对你有一定的参考价值,请记得随手撷取给你的朋友,赠人玫瑰,手留余香,对知识的撷取是那个世界最大的善良。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~