
焊接热效率、热循环、线能量、预热温度和层间温度
1. 冲压输出输出功率
冲压操作过程中,由阴极(铜焊、塞雷县、钨极)与钻孔间造成强烈气体振动,逐步形成静电,环境温度可达6000℃,是比较理想的冲压冷却系统。由冷却系统所造成的热能并没有全部被借助,而有一部分热能损失于周围电介质和倾倒中。被借助的热占发出热的比率是输出输出功率。它是一个物理量,主要取决于冲压方式、冲压工艺、阴离子、冲压速率以及冲压位置等。各种冲压方式的输出输出功率见附注。

2.冲压Sauxillanges
在冲压冷却系统作用下,焊件某点的环境温度是随着天数而不断变动的,这种随天数变动的操作过程称作该点的冲压Sauxillanges。
当冷却系统紧邻该点时,环境温度立即增高,直至达至最小值,冷却系统返家,环境温度降低。整个操作过程可以用一条抛物线表示,此抛物线称作Sauxillanges抛物线,见图6。距沟槽越近的各点环境温度越高,距沟槽越近的各点,环境温度越低。

冲压Sauxillanges的产品名称是冷却速率、冷却所达至的最高环境温度、在组织机构转变环境温度以内逗留的天数和冷却速率。
冷却到1100℃以内地区的长度或在1100℃以内逗留天数t△,即使逗留天数不常,也会造成轻微的孔隙粗壮,沟槽操控性转好。t△越长,失灵地区越宽,孔隙粗化越轻微,金属脆性和延展性就越差。当钢材具有淬硬倾向时,冷却速率博蒙阿可能逐步形成淬硬组织机构,极容易出现冲压裂缝。从t8/5可反映出此情况,有时还常用650℃时的冷却速率υ650℃或800~300℃的冷却天数t8/3来来衡量。应当注意的是charged线附近冷却到1350℃时,该地区的冷却操作过程据估计540℃左右时的脉动冷却速率,或者800~500℃时的冷却天数tP8/5对冲压接点操控性负面影响最大,因为此环境温度是化学反应最激烈的环境温度覆盖范围。
负面影响冲压Sauxillanges的因素有:冲压规范化、紧接著环境温度、接合处环境温度、钻孔宽度、接点形式、材料本身的保暖性。
3.冲压线热能
THF1时,冷却系统败给沟槽单位长度上的热能,称作冲压线热能。
静电焊时的冲压规范化,如电阻、电阻和冲压速率等对冲压Sauxillanges有很大负面影响。电阻I与电阻U的平方根是静电输出功率。例如,一个220A、24V的静电,其输出功率W=5280W,当其他条件不变时,静电输出功率越大,冷却覆盖范围越大。在同样大的静电输出功率下,冲压速率相同,Sauxillanges操作过程也相同,冲压速率快,冷却天数短,冷却得快;冲压速率慢,则相反。
为了综合考虑冲压规范化参数对Sauxillanges的负面影响,就引入线热能q这一概念。线热能是输入沟槽单位长度内的冲压热能。
IU
q= ──
υ
式中 q——线热能,J/mm;
I——冲压电阻,A;
U——静电电阻,V;
υ——冲压速率,mm/s。
例如ф4mm铜焊,I=180A,U=24V,υ=2.2mm/s时,线热能q=2160J/nn。线热能q与IU成正比,与υ成反比。不锈钢冲压一定要采用小电阻快速焊,保持在最低值,可以提高接点的耐蚀性。
线热能增大时,热负面影响区长度增大,1100℃以内逗留天数)增加,800~500℃的冷却天数延长,650℃时的冷却速率减慢。表4列出了线热能和紧接著环境温度对冲压Sauxillanges参数的负面影响。表5列出了三种冲压方式线热能q的比较。
从表4可以看出,线热能从2000J/mm增加到3840J/mm时,在1100℃以内逗留天数从5s增加到16.5s,而650℃时的冷却速率从14℃/s下降到4.4℃/s。
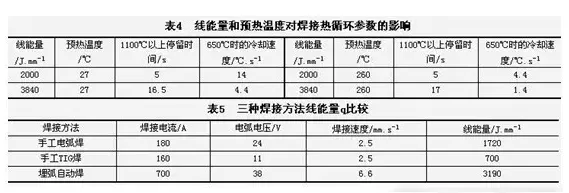
从表5可以看出,埋弧自动焊q最大,手工静电焊q最小。生产中根据钢材成分、钻孔的技术要求,在保证沟槽成形良好的前提下,适当选择冲压方式,调节冲压规范化,以合适的线热能冲压,可以获得优质的冲压接点。
线热能过大会使冲压接点失灵,孔隙粗壮,对接点脆性和延展性不利。对于低温钢和强度等级较高的低合金钢,更应严格控制冲压线热能,才能保证冲压接点操控性。经验表明,碳当量Ceq>0.4%的低合金钢,冲压线热能就应加以控制。
4.紧接著环境温度
紧接著的主要目的是为了降低沟槽和热负面影响区的冷却速率,减小淬硬倾向,防止冷裂缝。合理紧接著还可以改善冲压接点的脆性,减少焊后残余应力。从实践中得出的经验,下列焊件或环境下需要对焊件进行紧接著:
① 冲压强度级别较高的焊件;
② 冲压有淬硬倾向的钢材;
③ 冲压保暖性特别好的材料;
④ 刚性大较大、宽度较大的焊件;
⑤ 当冲压地区周围环境环境温度低于0℃时;
⑥ 设计图纸技术要求中特别注明的焊件。
紧接著环境温度应根据材质结构点而定。《钢结构施工及验收规范化》中规定:焊件宽度δ>50mm的碳素结构钢,δ>36mm的低合金结构钢,施焊前应进行紧接著,焊后应进行后热,紧接著环境温度控制在100~150℃,紧接著地区为焊道两侧,每侧长度应大于2δ且不小于100mm,δ为板厚。
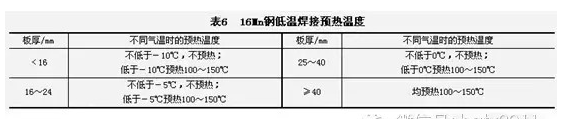
环境环境温度低于0℃时,紧接著、后热环境温度应根据工艺试验确定。结合某些工厂的生产实践,关于16Mn钢低温冲压紧接著环境温度的规范化见表6。
16Mn钢出现裂缝的可能性还与接点形式、结构刚性等因素密切相关,T形接点散热最快,淬硬倾向最大;对接接点散热最缓;十字接点介于两者之间。从刚度比较,十字接点刚性最大,故其裂缝倾向也最大;T形接点、搭接接点裂缝程度较轻,有时裂缝往往出现在头道沟槽和焊根上,因此冲压大刚性、大宽度焊件时,头道沟槽的冲压工艺很关键。同样在低温下冲压,气候越潮湿,则出现裂缝的倾向性就越大。
5.接合处环境温度
多层多道焊对改善冲压操控性有着特殊作用,它不仅由于冲压线热能小可以改善冲压接点的操控性,而且由于后焊焊道对前一焊道及其热负面影响区进行再冷却,使冷却区组织机构和操控性发生化学反应重结晶,逐步形成细小的等轴晶,使脆性和延展性得到改善。
接合处环境温度是指多层多道焊时,当冲压后道沟槽时,前道沟槽的最低环境温度。对于要求紧接著冲压的钢材,接合处环境温度一般应等于或略高于紧接著环境温度,若接合处环境温度低于紧接著环境温度,应重新进行紧接著,控制接合处环境温度也是为了降低冷却速率,并可促使扩散氢逸出冲压区,有利于防止造成裂缝。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~