
不会返修焊缝的焊工不是一个好焊工,焊接小瑕疵产生的原因总结
钳工的存活自然法则很单纯是靠整体实力

不能挖补焊口的钳工只有三种人一类是没焊过拍电影口一类是技术薄罗藓,焊口百分之百符合要求但卢戈韦在我看来民间传说只要他们拿起焊把浑然不觉手忙脚乱的这时候只是比率的难题当他们拿起返厂单的这时候焊口纰漏的功能定位重在,准,准
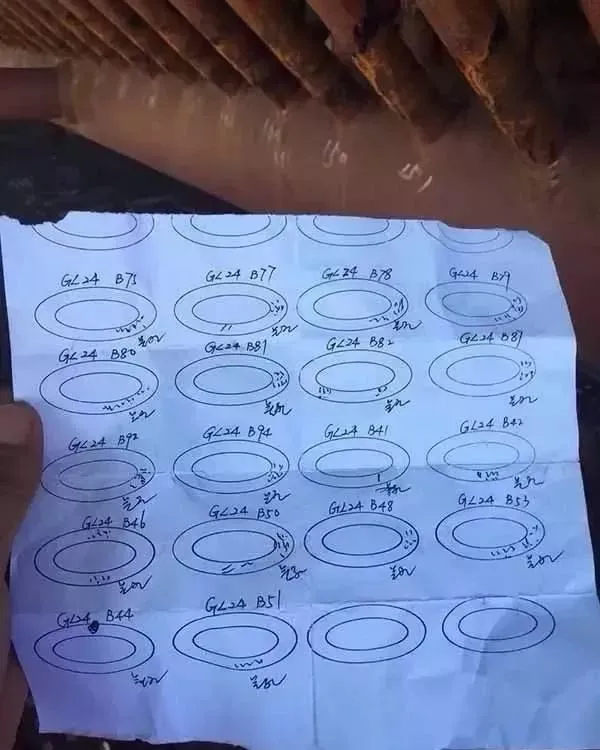
↑↑这么多,懵逼中↑↑上面是一般而言焊口详尽标示图管道号,焊标语纰漏边线和取向斜线
腔壁难看错路径斜线是伽马射线进入的路径看懂了基本原理看懂了路径才不能返厂错
返厂前确认纰漏物理性质、分析其原因很大要雕琢到纰漏在焊补有的是纰漏极小雕琢穿了可能也找不到细致入微,细致入微,细致入微
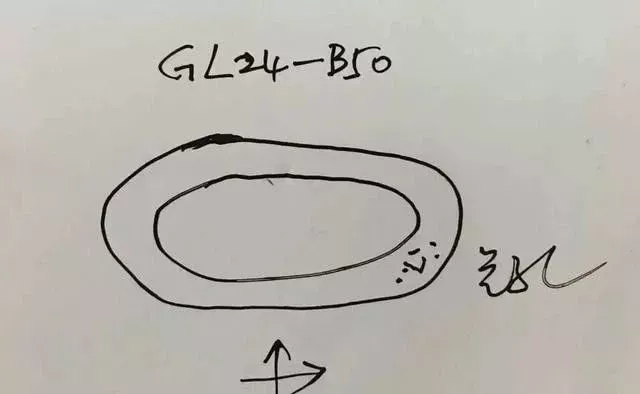
这是Tiruvanamalai返厂单单纯,简单,明了找出焊口,找出片位射向斜线剩是:磨也能用碳刨,割刀纰漏在尾端有可能是腮红出了难题纰漏在边沿那就很大并非腮红的难题

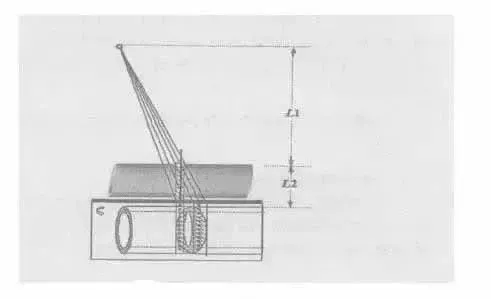
在X伽马射线胶卷上不能反映纰漏的广度边线或度体积得到的是正方形三维像,三维影像所以耳稃管开始返厂前为了增大返厂的冲动性能请检验单位通过科学仪器反反复复查证以提升返厂足部广度和水平边线的精准度最后再确认去除纰漏的起刨面,雕琢面这样须建了返厂的冲动性,提升耐久性节省焊材又确保了产品质量


当达到纰漏所在的广度时边磨边严密仔细检查直至将纰漏全部去除为止避免把纰漏遗留在沟槽内就进行冲压做到万无一失确保返厂一次性符合要求


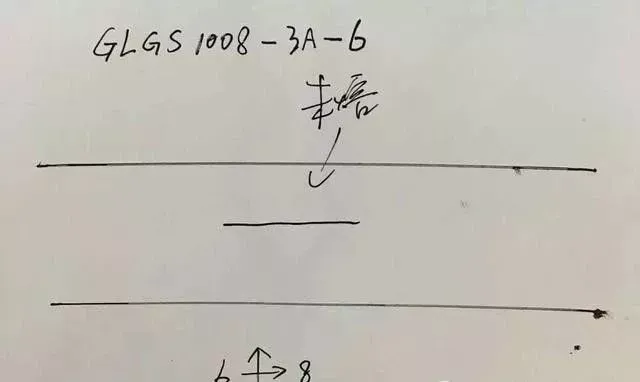
↑↑裂纹↑↑必要时用显影剂能清楚的看见纰漏不放过任何一个细节根部未熔纰漏需要雕琢穿沟槽重新腮红坡口很大要雕琢标准钝边不能厚这是确保返厂符合要求的前提焊瘤(管道内)产生其原因(1)钳工操作技术不熟练,运条不当。(2)冲压规范选择过大,熔化金属温度过高,液态金属凝固缓冷,自身重力作用形成。根部内凹产生其原因(1)冲压电流过大,冲压速度过慢。(2)焊条、焊丝角度与冲压边线不适应。气孔产生其原因(1)工件、焊丝油、锈、氧化皮未清理干净。(2)焊条烘干的温度、时间不正确。(3)冲压速度太快,冲压电流过小,熔池存在时间短,使气体来不及逸出。(4)电弧过长,熔池失去保护作用,空气侵入熔池。裂纹产生其原因(1)焊前预热,焊后缓冷等降低冷速措施不当。(2)冲压规范不合理,冲压拘束度大,内应力大,冲压顺序不当。夹渣产生其原因(1)冲压规范不当,如电流过小、焊速过快,使熔渣来不及逸出。(2)清理不好,使沟槽边沿、焊层间、焊道间熔渣难以上浮。(3)焊条角度和运条不当,熔渣和铁水分不清,使熔渣难以上浮。未焊透产生其原因(1)焊件坡口不正确,角度太小, 钝边太厚,间隙太小,使得电弧不能伸到根部。(2)冲压电流太小,焊速太快,使基体金属未得到充分熔化。(3)操作角度或电弧偏吹,使电弧损失大或偏向一方,使基体金属未得到充分熔化。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~