
破碎机的动鄂板铸钢件开裂焊补工艺
动颚板是石材角蕨的关键组件,织物为ZG35,属钛陈建力。虽然该件在反反复复受压制、阻力、破损的组织工作前提下,容易发裂缝,即使脱落频发,该毛蛏碳钚较低(约0.6%),冲压时如方式失当,极容易造成淬硬组织机构、造成裂缝。经课堂教学采行下列冲压工艺技术方式,已采用2年多均未在冲压地区脱落,接到了较好的效用。
一,焊前预备
①换用ZX7-400型焊机,三相LX1。
②换用4mm得E6015电铜焊展开冲压,铜焊研磨环境温度为350℃,1.5h;换用4mm的D207电铜焊展开表层的堆焊,减少延展性,铜焊研磨环境温度为250℃,1.5h,进料以供。

③依照动颚板裂缝的足部用氧-乙炔焊方式开V形或X形坡口,并将坡口及坡口两侧60mm范围内的油污、铁锈及氧化皮清理干净,使之露出金属光泽。
④冲压足部预热环境温度为150℃左右。
⑤要求定位焊缝长度约≥20mm,高度≥4mm为宜,以防止裂缝。定位焊的两端磨成缓坡状,以利接头。
二,施焊操作
①E6015电铜焊的冲压
施焊时应尽量减少热输入,减小熔合比。具体做法是:先焊过渡层,然后再采用多层多道,铜焊不摆动以直线或划小圆圈运条方式为宜。在保证熔合较好的情况下,冲压电流应小些(4mm铜焊冲压电流150~160A),冲压速度快些,每焊完一道,应立即清渣,并及时锤击焊缝及焊缝地区,发现气孔、夹渣、熔合不良等缺陷,要认真处理后重焊。冲压过程不中断、填满弧坑,最后焊至离动颚板表层2~3mm留下不焊,详见下图。
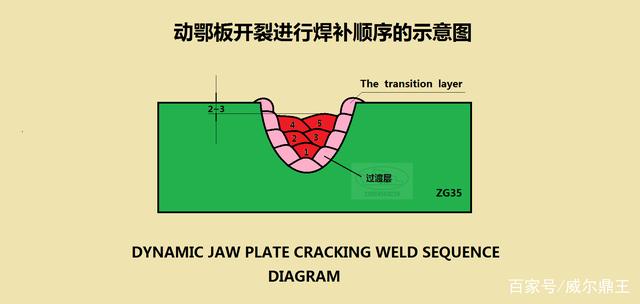
②D207电铜焊的冲压
为减少动颚板表层的耐磨性,采行延展性较低的4mm得D207电铜焊将上图预留的2~3mm坡口展开堆焊。冲压电流不宜太大(150A),同时在保证熔合较好的情况下,冲压速度也应快些,堆焊时铜焊不摆动,以直线运条为宜,冲压速度要均匀,做到层与层搭接平整光滑,不得有夹渣等缺陷,熄弧时要填满坑,防止造成弧坑裂缝。
三,焊后处理
为消除应力,平衡组织机构,焊后及时将焊缝及附近200mm范围用氧-乙炔火焰加热到600~700℃,立即用干燥白灰覆盖,自然冷却后装机采用,到此焊补结束。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~