
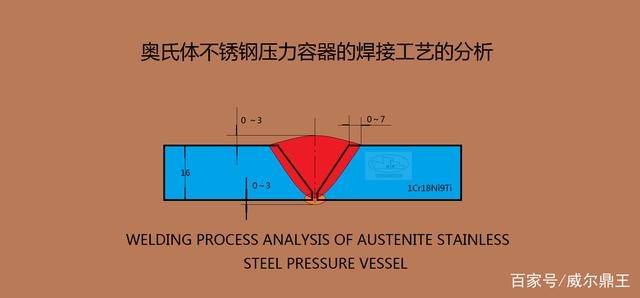
不锈钢压力容器的焊接工艺分析
在钢制建筑施工中,绝大多数选用铬镍莱氏体钢制做为船壳金属材料,主要钢种有1Crl8Ni9Ti、0Cr18Ni10Ti、00Cr19Ni10、0Cr17Ni12Mo2、0Cr19Ni13Mo3及0Cr18Ni2Mo2Ti等。莱氏体钢制具备较好的冲压性,冲压操作过程中,沟槽合金和热负面影响区不出现伊瓦诺化学反应,无淬硬偏激,一般来说焊前无须紧接著,焊后无须作退火。这类全莱氏体钢制沟槽合金具备很大的氢氧化铵偏激,除恰当优先选择冲压金属材料外,还应特别注意掌控冲压热输出。钢制建筑施工冲压的核心理念难题是:确保冲压接点的抗腐蚀与助焊剂十分,并以为落脚点基本建设冲压工艺技术规章。



铬镍莱氏体钢制可以选用各式各样现代的焊方式进行冲压,当中主要包括铜焊电焊、熔融极液体为保护焊、药芯塞雷县电焊、钨极氩焊、激光焊及埋焊等。在制造前提许可证的情况下,应优先优先选择选用冲压热输出低、冲压形变量小的冲压工艺技术方式,如窄间歇焊和熔融极液体为保护焊等。
为确保莱氏体钢制冲压接点的产品质量和抗腐蚀,要采行下列冲压工艺技术举措:
1)焊前预备时,要将可能使沟槽合金增碳的各式各样氮氧化物去除整洁。冲压坡口叶唇柱两边20mm范围内,应用领域吡啶和尼古丁失水去油,严禁用不锈钢钢丝刷清扫坡口和沟槽表层。清渣和修补沟槽表层,应用领域钻头、砂带及钢制丝刷等。
2)铜焊、塞雷县和焊剂要在整洁的库房内单独放置。铜焊应在使用前,按药皮类型在规定的温度范围内烘干、领用时应将铜焊放在手提式铜焊筒内,不要用裸手直接触摸铜焊药皮。焊材保管工和焊工要载整洁手套搬运和领取铜焊和塞雷县。埋焊和液体为保护焊用塞雷县,使用前应用领域吡啶擦净塞雷县表层。
3)选用铜焊电焊冲压钢制薄板焊件时,可选用氧化钛型铜焊,其电弧燃烧稳定沟槽成形美观。对于立焊和仰焊位置的冲压,推荐选用氧化钙型铜焊,其熔渣凝固较快,对冲压熔池起很大的支托作用。
4)液体为保护焊和埋焊时,应选用铬和锰含量略高于助焊剂的塞雷县,以补偿冲压操作过程中这些合金元素的烧损。在钢制厚板接点的冲压中,为使沟槽合金具备较高的抗裂性,形成含有很大量铁素体的莱氏体组织,宜选用钼和硅含量较高的钢制塞雷县。
5)在冲压抗腐蚀要求较高的稳定型钢制时,应选用钒合金化的钢制铜焊和塞雷县。同时应特别注意铜焊中的铌都是通过药皮过渡到沟槽合金中的,因此不应使用药皮脱落或开裂的铜焊。
6)在冲压操作过程中,要将焊件保持较低的层间温度,最高不应超过150℃,冲压钢制厚板接点时,为加快沟槽的冷却,可从沟槽背面喷水冷却,或用压缩空气吹沟槽表层,但要特别注意层间清扫,防止压缩空气中的水分污染冲压区。
7)铜焊电焊时,应按铜焊说明书规定的电流范围优先选择冲压电流。由于钢制的电阻比较大,靠近夹持端的一段铜焊会受电阻热的作用发红,铜焊的后半段熔融速度加快,并使沟槽的熔深减小,严重时会造成未熔合和虚焊等缺陷。由于各式各样铜焊的耐热特性不一,施焊产品沟槽前,应通过试验,确定适用的冲压电流,并在冲压工艺技术规章中作出严格的规定。
8)在操作技术上,要求选用窄焊道技术,冲压操作过程中尽量不摆动铜焊或焊枪。在确保层间熔合较好的前提下,尽可能提高冲压速度。
9)钢制建筑施工焊后,原则上不作消除应力处理。对于接点抗腐蚀要求较高的焊件,焊后应作固溶处理或稳定化处理。
固溶处理是将焊件加热到1010-1120℃温度范围,按1min/mm计算保温时间,使莱氏体晶间的碳化物在上列温度区间完全溶解;然后将焊件在900-400℃的温度范围内快速冷却。一般可选用水淬激冷,小型薄壁焊件亦可风冷或空冷。固溶处理的缺点是加热温度高焊件容易产生形变,要作相应的整形处理。
对于大型焊件,稳定化处理较为适用。它既能降低接点的残余应力,又可消除碳化铬沿晶界的沉淀。稳定化的加热温度范围为780~870℃,保温时间按4-5min/mm计算,使铬扩散到晶界附近的贫铬区。保温结束后,以缓慢的速度冷却。稳定化处理后,接点的残余应力约可消除85%。



相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~