
老焊工才知道的焊条电弧焊操作技术!你会吗?
引弧
引弧即造成静电。铜焊静电焊选用低电压大电流放电造成静电,引弧是依靠电铜焊瞬时碰触钻孔即铜焊下部与焊件表层碰触形成漏电实现的。引弧的方式有两种:鳞粉法和擦阳爻,如图4-1所示。
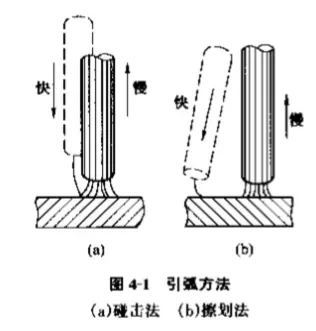
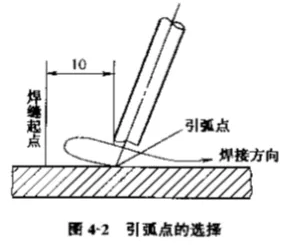
(一)鳞粉法鳞粉法即将铜焊与钻孔保持很大距离,接着垂直落下,使之轻轻地敲打钻孔,发生漏电,再快速将铜焊提出诉讼、造成静电的引弧方式。鳞粉法引弧时,要将铜焊尾端射向待焊处,轻轻地敲打后将铜焊提出诉讼,使圆周为0.5~1倍的铜焊直径约,接着开始正常冲压。鳞粉法的特征是:引弧点即沟槽的终点,从而避免母材表层被铜焊割伤。鳞粉法主要用作截叶的定位及冲压、薄壳的冲压、铸铁的冲压和狭窄工作表层的冲压。但鳞粉法对于新手较难掌控,铜焊提出诉讼姿势博蒙阿并且过高,静电易点燃;姿势很慢,会使铜焊粘在钻孔上,当铜焊一旦粘在钻孔上时,应快速将铜焊以内转动,使之分立,若仍不能分立时,应立即松幵焊钳并切断电源,以防漏电时间过长而损毁TNUMBERFK。鳞粉法适用于作全边线冲压。(二)擦阳爻擦阳爻也称线碰触法或称摩擦法。擦阳爻是将铜焊尾端在坡口上滑动,成一条线,当铜焊下部碰触时发生漏电.因碰触面很小,环境温度急剧上升,在熔融前,将铜焊提出诉讼,造成静电的引弧方式。擦阳爻引弧时,铜焊尾端应射向待焊处,接着用手腕扭转,使铜焊在焊件.上轻微拖动,拖动长度通常在20~25mm,当静电点燃后的一瞬间,使圆周为0.5~1倍的铜焊直径约,并快速将铜焊下部移往待焊处,稍作纵向转动即可。擦阳爻的特征是;新手难掌控,但如果掌控失当,难损毁焊件表层,造成焊件表层静电割伤。擦阳爻不适于在狭窄的工作面上引弧,主要用作碳钢冲压、厚板冲压,第二层焊冲压的引弧。(三)引弧控制技术要求在引孤处,由于钢板环境温度较低,铜焊药皮还没有充分发挥作用,会使引弧点处沟槽较低,熔深较小,易产牛导管,所以在沟槽起始点后10mm处引弧,如图4-2所示。点燃静电后拉长静电,并快速将静电移往焊縫终点进行紧接著。
紧接著后将静电压短,酸性铜焊的圆周等于铜焊直径约,碱性铜焊圆周应为铜焊直径约的0.5倍以内,进行正常冲压。选用此种方式引弧,即使在引弧处造成导管,也能在静电第二次经过时,将这部分合金重新熔融,使导管消解,并不会留下引弧伤痕。为的是保证沟槽终点处能够焊透铜焊可作适度转动,并在坡口根部两侧稍加停顿,以形成很大大小的硝酸锶。引弧对冲压产品质量有很大的影响,往往由于引弧失当而造成始焊处的瑕疵。在引弧时应满足以下控制技术要求:(1)钻孔坡口处无油污、锈斑,以免影响导电能力和避免硝酸锶造成氧化物。(2)引弧在铜焊尾端与焊件碰触时,铜焊提出诉讼时间要适度。博蒙阿,液体未电离,静电可能点燃;很慢,则使铜焊和钻孔粘合在一起,无法点燃静电。(3)铜焊下部要有棵露部分,以便引弧。若铜焊下部裸露不均,则应在使用前用锉刀加工,避免在引弧时,鳞粉过猛使药皮成块脱落,引起静电偏吹和引弧一瞬间保护不良。(4)弓引弧边线应选掸适度,开始引弧或因冲压中断重新引弧,通常均应在离始接合处后面10~20mm处引弧,接着移往始接合处,待硝酸锶熔透再继续终端铜焊,以消解可能造成的引弧瑕疵。运条是整个冲压过程中最重要的环节,它直接影响缝的外表成型和内在产品质量。静电点燃后,通常情况下铜焊有三个基本运动:朝硝酸锶路径逐渐送进;沿冲压路径逐渐终端;纵向转动。运条基本姿势不能机械地分开,而应融合在一起。现介绍几种常见的运条方式及适用于范围。1.直角形运条法:选用此种运条方式冲压时,铜焊不做纵向转动,沿冲压路径做直角终端,常见作I形坡口的交会平焊,第二层焊的第二层焊或第二层多道焊。2.直角往复运条法:选用此种运条方式冲压时,铜焊尾端沿沟槽的纵向做来回转动,它的特征是冲压速度快,沟槽窄,散热快。适用于作截叶和接点间隙较大的第二层焊的第二层焊。3.螺旋形运条法:选用此种运条方式冲压时,铜焊尾端做螺旋形连续转动及向前终端,并在两端稍停良久,转动的目的是为的是控制熔融合金的流动和得到必要的沟槽长度,以获得较好的沟槽成型。此种运条方式在生产中应用较广,多用作厚钢板的冲压,平焊、仰焊、立焊的交会接点和立焊的角接接点。4.半月形运条法:选用此种运条方式冲压时,铜焊的尾端沿着冲压路径做半月形的以内转动,转动的速度要根据沟槽的边线、接点形式、沟槽长度和冲压低电压来决定。同时需在接点两端做良久的停留,这是为的是使沟槽边缘有足够的熔深,避免咬边。此种运条方式的优点是合金熔融良好,有较长的保温时间,液体难析出,电炉也易于浮到沟槽表层上来,沟槽产品质量较低,但焊出来的沟槽余高较低。此种运条方式的应用范围和螺旋形运条法基本相同。5.三角形运条法:选用此种运条方式冲压时,铜焊尾端做连续的三角形运动,并不断向前终端,按照转动形式的不同,可分为斜三角形和正三角形两种,斜三角形运条法适用于作冲压平、仰边线的T形接点沟槽和有坡口的横沟槽,其优点是能够借铜焊的转动来控制熔融合金,促使沟槽成型良好。正三角形运条法只适用于作开坡口的交会接点和T形接点沟槽的立焊,特征是能一次焊出较厚的沟槽断面,沟槽不易造成夹渣等瑕疵,有利于提高生产效率。这两种运条方式应根据沟槽的具体情况而定,不过立焊时在三角形折角处须稍做停留,斜三角形转角部分的运条速度要慢些。6.圆圈形运条法:选用此种运条方式冲压时,铜焊尾端连续做正圆圈或斜圆圈形运动,并不断前移,正圆圈形运条法适用于作冲压较厚焊件的平沟槽,其优点是硝酸锶存在间长,硝酸锶合金环境温度高,有利于溶解在硝酸锶中的氧、氮等液体的析出,便于电炉上浮。斜圆圈形运条法适用于作平、仰边线T形接点沟槽和交会接点的横沟槽,其优点是利于控制熔融合金不受力影响而造成下淌现象,有利于沟槽成型。7.八字形运条法:选用此种运条方式冲压时,铜焊尾端连做八字形运动,并不断前移,此种运条方式的点是能保证沟槽边缘得到充分加热,熔融均勻,保证焊透,它适用于作厚板有坡口的交会沟槽,如焊两个厚度不同的焊件时,铜焊应在厚度大的一侧多停留一会,以保证加热均匀,并充分熔融,使沟槽成型良好。

二、收弧
(一)收弧控制技术要求当一条沟槽在冲压结束时,选用正确的中断静电的方式称为收弧。如果沟槽收尾时选用立即拉断静电的方式,则会形成低于焊件表层的弧坑,难造成应力集中和减弱接点强度,导致造成弧坑裂纹、疏松、导管、夹渣等现象。因此沟槽完成时的收尾姿势不仅是点燃静电,而且要填满弧坑。(二)收弧方式铜焊静电焊常见的收弧方式有以下几种:1、划圈收弧法划圈收弧法, 当铜焊移往沟槽终点时,作圆圈运动,直到填满弧坑再拉断静电。此种收弧方式主要适用于作厚板焊件。2、反复断弧收弧法收弧时,铜焊在弧坑处反复息弧、引弧数次,直到填满弧坑为止。此法通常适用于作截叶和大电流冲压,但碱性铜焊不宜选用,因为此种收弧方式易造成导管。3.回焊收尾法当铜焊移 至沟槽收尾处立即停止,并改变铜焊角度回焊一小段。此法适用于作碱性铜焊。当换铜焊或临时停弧时,应将静电逐渐引向坡口的斜前方,同时慢慢抬高铜焊,使硝酸锶逐渐缩小。当液体合金凝固后,通常不会出现瑕疵。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~