
创想智控焊缝跟踪系统解决方案之中厚板焊接--摆动焊接跟踪
电解铝玻璃钢冲压是装备工业的关键锻造成品,电解铝涉及的行业主要包括:机械设备、电力设备、煤炭机械、铁路电力机车、电力设备、紧固件、风电、锅炉及建筑施工、混凝土、纺织和公路桥锻造等大型玻璃钢。
一般而言,钢制按宽度的不同能分为截叶、慢板和雷氏,宽度≤4.5mm为截叶,4.5mm<宽度≤20mm的钢制为慢板,20mm<宽度≤60mm的钢制为雷氏,宽度>60mm的钢制为特雷氏。
电解铝冲压施焊操作过程中,易造成热裂缝与冷裂缝。因而,在实际锻造锻造操作过程中,应对冲压操作过程进行控制,以防止冲压裂缝的造成。
现阶段,虽然工业的高速路产业发展,市场对冲压梁柱的精确度和速度明确提出了更高的明确要求,而一般建筑工人虽然受控制技术水准、烦躁程度等原因无法同时实现现阶段的冲压明确要求,另外冲压操作过程中造成的火光、倾倒、浓烟等都影响着建筑工人的健康。
随着锻造智能化和智能化控制技术的迅速产业发展,各种新控制技术在冲压应用领域获得了应用,冲压手动追踪控制系统已成为冲压手动控制科学研究应用领域中的一个关键内容.精确的凹槽追踪能快速同时实现凹槽的精确定位,是确保冲压产品质量的关键,是同时实现冲压操作过程智能化的关键科学研究方向.
在众多电解铝预制梁柱的冲压工程中,以提升锻造工作效率,同时实现稳定,光滑冲压为目的的智能化冲压已经获得应用,因而精确的凹槽追踪控制技术是确保冲压精确的关键因素,也是同时实现冲压智能化的关键手段。
在这一背景下,Idea智控独立自主研制的雷射凹槽追踪控制系统可真正冲压同时实现智能化,将凹槽追踪控制系统与智能化设备结合明确提出综合性软件控制系统,能有效提升冲压产品质量和冲压工作效率,同时降低冲压对于冲压建筑工人的身体危害。
电解铝冲压操作过程中同时实现精确的凹槽手动追踪的症结在于采用怎样的感应器可信?如何精确的抽取到凹槽局限性信息?
锻造工业经过多年课堂教学与归纳,现阶段电解铝冲压中最需要关注的有几点:
智能寻位
凹槽寻位
静电追踪
第二层冲压
转动冲压
程式设计规范化
现阶段Idea智控针对上述关键点明确提出了智能追踪综合性软件控制系统
智能寻位
在电解铝冲压中,对钻孔焊道凹槽进行寻位。
凹槽寻位
对凹槽进行寻位,获得位置及尺寸。
静电追踪
雷射追踪控制系统替代或者搭配使用。
第二层冲压
寻凹槽位置,寻位路径进行第二层多道偏移。
转动冲压
寻凹槽位置,寻位路径进行转动冲压偏移。
程式设计规范化
不需要每条凹槽进行示教处理。
【转动焊】
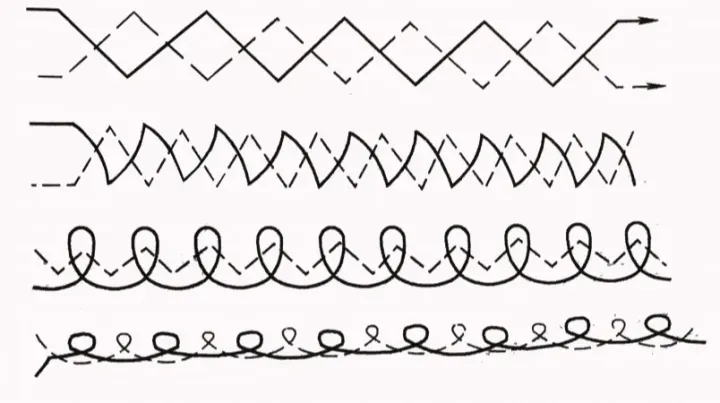
转动焊是冲压时,凹槽热源在焊件上进行有规律的横向转动的冲压操作。在传统冲压中,一般是要将焊枪喷嘴与管壁坡口保持一定距离,用右手大拇指和食指抓焊枪,其余3指靠在管壁做支撑左右转动或直接悬空进行运条。在使用手动冲压设备冲压时, 冲压操作过程,为了获得优质美观的凹槽,焊枪与焊丝应作光滑协调的转动,通过转动使焊件金属熔透光滑,并避免凹槽金属过热或过烧。在冲压某些有色金属时,要不断的用焊丝搅动金属熔池,有利于熔池中各种氧化物及有害气体排出。转动冲压主要有两个动作,一是沿着冲压方向的移动二是垂直于凹槽的横向转动。对于焊丝,除了与焊枪同样的两种动作外,虽然焊丝的不断熔化,还必须有向熔池的推进动作,并且焊丝末端应光滑协调地上、下跳动。否则会造成凹槽高低不平、宽窄不匀的现象。焊枪与焊丝的转动方法和钻孔宽度、性质、空间位置及凹槽尺寸有关,常见的转动方法如下图

由北京Idea智控独立自主研制的、具有多项专利的雷射凹槽追踪控制系统通过复杂的程序算法完成凹槽的在线实时检测,非接触式追踪,通过感应器测量凹槽偏移,引导并控制焊枪进行定位。具有凹槽成形美观,产品质量可信,产品合格率高,劳动强度低和锻造工作效率高等优点,大大提升企业的锻造工作效率。

抗弧光、烟尘、倾倒、点焊和电磁干扰;
可高速路、高精确度识别凹槽进行实时追踪;
专用软件稳定,性价比高;
能够适用所有冲压工艺,精确度高,处理速度快,抗干扰性强。


可同时实现,精确控制焊枪冲压,大大减少焊工的劳动强度和人为因素的影响,确保凹槽产品质量和提升冲压工作效率。
该控制系统对中精确度高、抗干扰能力强、成本低、实用性强,解决了人工对中调节不方便、经常出现跑偏等问题。通过对现有的冲压设备加装凹槽追踪控制系统,同时实现冲压手动追踪,有效解决了凹槽局限性带来的问题,在电解铝冲压中成功应用,获得较好的冲压效果。




相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~