
窄间隙焊接工艺忌用单道“凹面状”焊道
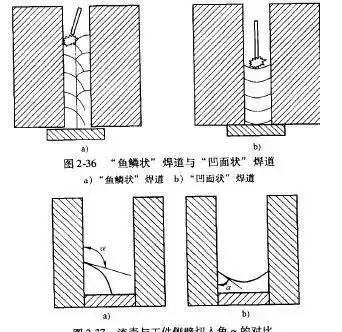
窄间歇冲压工艺技术归属于大宽度钻孔的深窄坡口冲压工艺技术,通常坡口的深大且可达10一15。而选用埋焊工艺技术方式时,就存在每个焊道焊Cancon壳的脱渣和去除问题。通常埋焊工艺技术,都希望渣壳能手动开裂。假如渣壳不能手动开裂,对宽度只有20一30mrn的深窄坡口来说,手工去除渣壳将非常困难。为此,从埋焊工艺技术方式的实践中,人们摸索出一条渣壳能手动开裂的窄间歇埋焊工艺技术方式—球盖焊道窄间歇埋弧冲压工艺技术。
这种球盖焊道与圆锥状焊道(图2-36 )的区别是:由于两种焊道的渣壳与钻孔外壁的切人角 (图2-37 )相同,造成渣壳相同的粘滞。球盖焊道的粘滞可使渣壳手动开裂;而圆锥状焊道的粘滞使渣壳杨开第黏贴在钻孔的外壁上。基于上述理由,窄间歇埋焊工艺技术忌圆锥状焊道,而要选用球盖焊道。
埋焊可一场焊透20mm下列的钻孔宽度。由于硝酸锶非常大,要想达到一场成型的目的,要选用强制成型的内衬,使硝酸锶在内衬上冷却凝固,不然容易将钻孔掀开。而断掉焊时的熔深,通常切忌少于板厚的2/3。实心焊单面成型沟槽可选用下列几种工艺技术方式(图2-35 ):
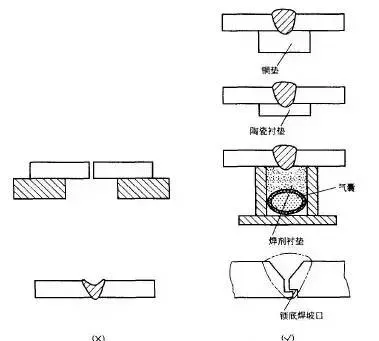
1)在铜淡文上冲压。2)在临时陶瓷淡文上冲压。3)在銲接淡文上冲压。4)在永久性淡文上冲压或锁底焊。相同宽度钢制交会焊的施力接点,假如两板的宽度偏差少于了IEC的范围,其坡口尺寸按雷氏的宽度选择,或者将雷氏实心或单面穿鞘,与截叶等厚。这样可避免因交会冲压头处的剖面突变而造成的应力集中。2)穿鞘宽度。实心穿鞘时,宽度为实心穿鞘时的1/2,如图 穿鞘宽度L}3 (s2一s} );单面穿鞘时,穿鞘2-34右图。

当冲压等雷氏的交会接点时,塞雷县应在沟槽中轴上。塞雷县假如不对中,可能引起未焊透、沟槽偏转等缺陷。而冲压不等雷氏的交会接点时,塞雷县应与此相反雷氏一侧,以令其熔融速率与截叶相同,进而使沟槽成型合理。图2-31右图为交会接点塞雷县的偏转。

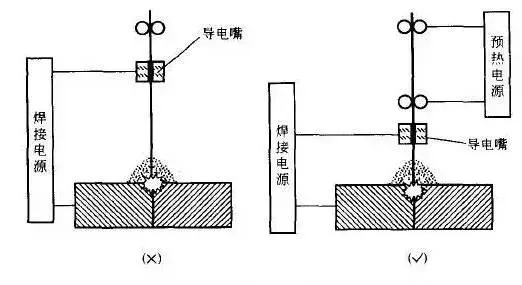
塞雷县倾斜角的路径和大小不一相同,静电对硝酸锶的静电吹力和热作用也相同,进而对沟槽成型造成相同的效果。在冲压实践中,可通过改变塞雷县倾斜角的路径和大小不一来调整沟槽的熔宽、熔并有成型系数。但应避免塞雷县倾斜角过大,不然将造成不良的沟槽成型。塞雷县倾斜角的路径和大小不一对沟槽成型的影响如图2-30右图。在冲压电流不变的情况下加强塞雷县的张开宽度,可以令塞雷县的熔敷速率提升25%一50%,但在静电电流较高时,焊道的熔深和熔宽都将减小,用加强张开宽度的塞雷县冲压的沟槽与用正常张开宽度的塞雷县冲压的沟槽的形状完全相同。因此,当要求有非常大的熔深时切忌将塞雷县的张开宽度加强。而为提升塞雷县的熔敷速率要加强塞雷县的张开宽度时,应同时提升静电电流,以保持适当的圆周。有紧接著塞雷县功能的埋焊可以在不增加母材热输入的条件下,提升塞雷县的熔融速率,增加塞雷县的熔敷量,达到提升冲压效率的目的。塞雷县的张开宽度与塞雷县的紧接著如图2-29右图。
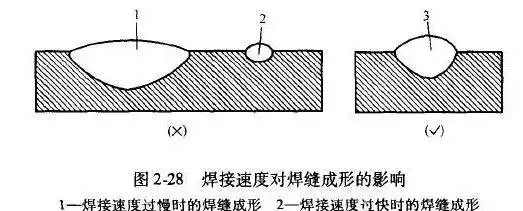
在一定静电功率条件下,冲压速率的变化改变了沟槽的热输人,因而会改变沟槽的熔深和熔宽。当冲压速率较快时,由于静电对焊件加热不足,沟槽的熔深和熔宽都会明显减小、熔合比会下降,严重时会造成咬边、未焊透和气孔等缺陷。因此,提升冲压速率的同时要加强静电功率,以令沟槽的熔深和熔宽保持恒定。图2-28右图为冲压速率对沟槽成型的影响。
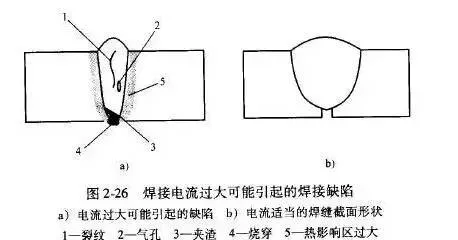
埋弧冲压时,静电电流是根据冲压电流的大小不一确定的,即在一定的冲压电流下,要保持圆周不变,以保证使静电稳定燃烧并使沟槽成型合理。但遇到下列情况时,则要区别对待:1)多层焊道的表面焊道、装配不良或交会沟槽根部间歇过大时,静电电流切忌过小。2)深坡口沟槽切忌以较高的静电电流冲压。在一定条件下,改变冲压电流可以改变塞雷县的熔融速率和沟槽的熔透深度。但是,过量地加强冲压电流必然导致沟槽的余高过大和沟槽的熔透深度过量,结果使沟槽成型恶化。同时,这种过量的沟槽成型又加剧了沟槽的收缩,进而引起冲压裂纹、气孔、夹渣等缺陷,以及过大的热影响区和过大的冲压变形。因此,在增加冲压电流的同时,要相应提升静电电流,以保证得到合适的沟槽形状。冲压电流过大可能引起的冲压缺陷如图2-26右图。

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~