
塑料激光焊接的介绍指南
雷射是相连钢材、薄膜和铸件的改性塑胶和纺织品十分有魅力的辅助工具。它们所具有的特性,能够恰当、快速地将控制热量间接抵达所需冲压的恰当部位。
雷射具有相同的可见光,其可见光将光与塑胶金属材料的交互作用有十分大负面影响。这个过程的性质依赖于塑胶的种类,宽度和防腐剂的含量。花纹复杂,可选用定位解析度高,宽度小于100μm的雷射冲压,因此,可选用相同金属材料研磨设备研磨成多种类别的产品,包括导管、微格兰纳特港器、管道、包装、家用电器盒、喷水器等。
■塑胶类别
改性塑胶由长链大分子树脂在一定环境温度以内做成,可重新研磨成相同花纹或冲压。与其他不能熔化的热塑性树脂相同,改性塑胶的大分子链不是聚合反应的,没有刚性网络。在高温下,大分子能自由移动,金属材料能像液体一样流动。工业塑胶的熔化或软化环境温度在120-343℃之间。改性塑胶可分为半沉淀型(外形像牛奶型)和非沉淀型(盒形型)。半沉淀是一些被非沉淀金属材料包围的小沉淀。这些沉淀体会三棱镜,改善外形,管制雷射电磁辐射的传输。反过来又管制了入射雷射冲压的最大宽度。有些塑胶能用两种金属材料做成,但通常做不到。比如聚丙烯、乙烯基、塑料、乙烯基和聚氨酯酮,而聚氯乙烯是半沉淀的,而聚氯乙烯和聚氯乙烯是聚氯乙烯。
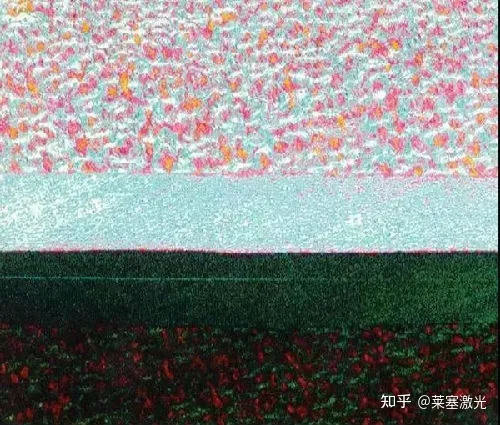
图1:乙烯基金属材料中的雷射入射冲压表明,熔化区域十分光滑地负面影响纯碱填充和未著色光滑的负面影响,大部份剩馀热量都立即被黑色金属材料表层稀释(图像由TWI提供)。
■雷射类别和塑胶的交互作用
相同的应用和多种类别的雷射的交互作用大大依赖于雷射造成的可见光,决定了塑胶稀释热量的方式。
最常见的雷射冲压方式是入射法,在此种情况下,雷射束跨过配件下方,抵达配件下方的表层,在这里冷却,发生熔化。使用的雷射可见光范围在750-1500nm之间,由二级光、缆线、混有镍的铝绿宝石雷射棒(Nd:YAG)雷射造成。一般来说,塑胶对此种电磁辐射可见光的稀释不如紫外线或中红外电磁辐射。这个范围内的热量稀释水准十分大某种程度上依赖于塑胶中防腐剂的使用,塑胶是半沉淀还亦然沉淀。如果塑胶中不含石蜡或染料,雷射能渗入几千颗的半沉淀塑胶中,但在可溶塑胶中几乎不会衰减。能通过染料或石蜡等防腐剂,尤其是纯碱染料来提升对雷射的稀释水准。
自1.6μm以内的可见光以来,天然无著色塑胶对雷射电磁辐射的稀释某种程度逐渐提升,直到5μm以内的IR其对可见光的稀释某种程度也十分强烈。在缆线雷射或Sierentz-YAG雷射造成的可见光为2μm的雷射中,大部份塑胶(无论是半沉淀还亦然沉淀)金属材料是半沉淀还亦然沉淀)金属材料下方的几千颗处。无需其他热量稀释器的帮助,可间接冲压数厘米厚的纱线。此种雷射叫做间接雷射冲压,因为雷射束不需要跨过上面的配件才能抵达冲压线。间接雷射冲压技术尚未广泛应用于塑胶相连,但其潜力十分大。
甲烷雷射是一种成熟的金属材料研磨辅助工具,常用于切割塑胶薄膜、纱线和织物。甲烷雷射电磁辐射热量(可见光10.6μm)能被各种塑胶表层快速稀释。在雷射束指向的地方,首先要冷却0.2mm厚的塑胶,对于薄的塑胶薄膜,即使是功率中等的雷射(<1000W),也有望加速冷却,加速完成冲压。冲压速度可超过1000m/min。
■入射雷射冲压
1985年,入射雷射焊机技术首次见诸报道,在IR可入射塑胶金属材料的上部和填充纯碱的塑胶配件的下部进行。纯碱稀释雷射束的热量并冷却,在两个配件的界面上形成冲压。一方面,由于配件必须是黑色的,配件必须是黑色的,但仍然是最常用的雷射冲压方法。配件的上部必须是雷射热量的一部分(通常超过10%),这样下部配件的表层就会优先受热(图1)。图片中两种金属材料的熔化深度基本相同,说明黑色表层的热点十分集中。黑色表层在配件中就像冷却元件一样,为周围配件提供加速研磨,尽量减少热损,最大限度减少相连点的变形或污染。
一九九八年雷射冲压用替代热量稀释器的到来,使接缝的颜色不再那么明显。一个例子是Clearweld,它是一种IR稀释型染料,类似于其他可见型染料,它能通过喷涂、印刷、垫子、针头或笔对接缝进行涂色,或者添加到接缝下面(图2)。图3是将热量稀释器放置在两个透明PMMA部件相连表层之间而冲压的部件。现在几乎大部份的颜色混合都能通过入射雷射冲压技术进行冲压。塑胶含量高的石蜡会造成主要问题,因为上面的部分不允许雷射束跨过相连部分。此种情况下,必须减少石蜡或改变粒径,减少光线的散射或考虑选用其他冲压工艺。
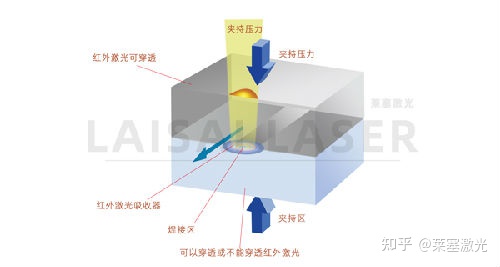
图2:用IR稀释器在相连街上进行雷射入射冲压。
透光雷射焊机的应用领域包括:医疗器械、包装、汽车配件、消费品、电子包装、纺织品。
此种技术在纺织品中的应用十分有趣。该工艺为仅相连表层而不是外表层的纺织品提供了新的冲压方法。这样,一些纤维就不会熔化,织物的强度也不会改变,通常柔韧性也不会改变。图3:用IR稀释器冲压透明PMMA的容器。雷射束导向容器壁下方,冲压痕迹几乎看不见。
该工艺还延伸到纤维增强聚合复合金属材料中,其中复合基材经雷射源冷却熔化,纤维增强金属材料在此过程中保持不变。
入射雷射冲压可用于玻璃纤维和树脂纤维增强复合金属材料和填充剂含量低的基材。使用碳纤维,或者基材为黑色,或者填充剂的使用量高的情况下,能使用间接雷射冲压方法,不需要雷射束通过配件。
■间接雷射冲压
当雷射热量未经选定的电磁辐射可见光或金属材料类别穿透时,就会在塑胶上表层熔化。相应的相连方法叫做间接雷射冲压。甲烷雷射首先用于这个过程。薄膜的冲压有望达到很高的速度。可见各种塑胶薄膜以1200m/min的速度冲压的例子。通过控制雷射束的功率分配,能切割两个相互接触的塑胶薄膜,同时在切割边缘留下冲压区域,从而在包装或制袋过程中完成切割/密封。
图4:67W1940nm配合缆线雷射以4.5m/min的速度冲压,PMMA熔化深度达到3mm。
对于宽度为0.2-5毫米的塑胶,传统的冲压(图4)和其他类别的冲压(图4)能用可见光为2-3μm的雷射源相连。不需要额外的稀释器,但要控制塑胶的入射性,保证冲压质量稳定一致。

■总结
高大分子产品可选用各种研磨机制(电磁辐射可见光与金属材料相匹配)和相同类别的设备,如龙门架、机器人、扫描器或固定二级管阵列进行雷射冲压。该雷射提供高效能源,精确冷却,局部熔化。冲压工作速度快,强度高,外形美观。
选用十分紧凑的二级管和缆线雷射源,能获得高效的冲压工艺,易于实现高水准的自动化,该技术广泛应用于各种工业领域和产品


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~