
博特塑料激光焊接设备原理及工艺解决方案揭秘
现阶段,塑胶在电动汽车、医疗保健电子零件设备及电子零件等行业广泛采用,原先很多采用金属的零部件(电动汽车管路、货舱、冷却系统、医学上采用的流体输送系统等)也开始渐渐被塑胶所代替,因此,造成了塑胶雷射冲压控制技术。现阶段国内市场上普遍采用的塑胶冲压控制技术主要就有阻尼摩擦、热机械式塑胶冲压及超音波冲压等。随着金属材料和电子零件设备各方面的进步,雷射冲压作为一类速、有效、干净的冲压形式,渐渐在塑胶纺织品的处理过程中深入人心。雷射塑胶冲压主要就于相连敏感度塑胶纺织品(含有电子零件零件)具备复杂几何形状的塑胶件以及有严格清洁要求的塑胶纺织品(医疗保健电子零件设备)等。

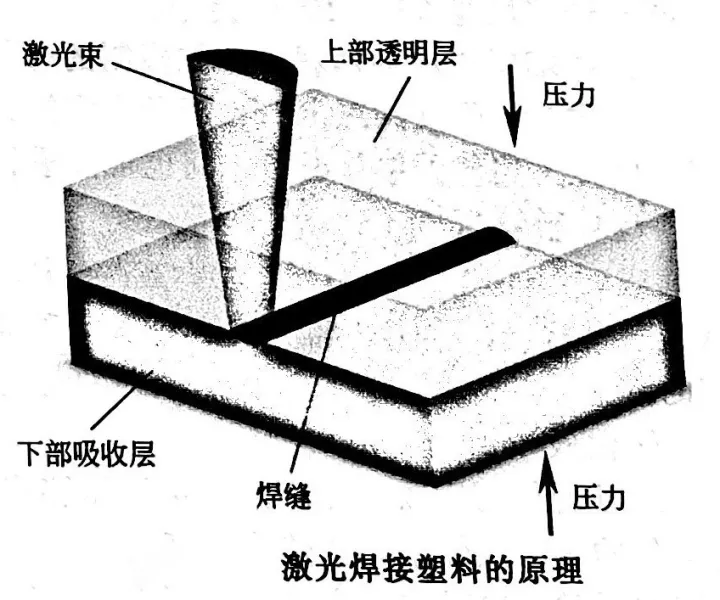
屈艾雷射两轴透明化塑胶雷射冲压也叫雷射反射冲压,基本概念是:上下两个塑胶钻孔放置于机械加工中并施予足够的阻力,雷射束反射上层塑胶后,下层塑胶表层稀释雷射热量并溶化塑胶,溶化的塑胶在冲压阻力的作用下融合,冷却后形成了稳固的沟槽。
雷射塑胶冲压几个主要就的参数分别为:雷射热量、冲压速率、冲压阻力等。
塑胶雷射冲压控制技术的基本概念及特点
塑胶雷射冲压控制技术适用于三种对雷射的反应差异很大的塑胶的冲压,它是将三种塑胶在低阻力下锤打在一同(其中一类塑胶对加工雷射具备一定的借由率,另一类塑胶对雷射稀释),雷射穿过一个纺织品,然后被另一个纺织品稀释,并将雷射热量转化为电能,使三种塑胶的接触点开始熔融,并形成一个冲压地区(如下图右图),完成对三种相同金属材料的冲压。
与传统的塑胶冲压控制技术相比,雷射冲压塑胶控制技术有以下几各方面的缺点。
①能生成精密、稳固和密封(很薄和木门)的沟槽,所以树脂水解少、造成的浮游植物少,纺织品的表层能在沟槽周围紧密地相连在一同。雷射冲压没有残留物的缺点使它十分适合对医疗保健电子零件设备及电子零件传感器等的冲压。
②Mercoeur,具备良好的适应性,可冲压尺寸小或外形结构紧凑的钻孔。这是因为雷射便于计算机硬件控制,所以雷射器输出可灵活
地到达至零件各个微小部分,能冲压其它冲压形式不易达至的地区。
③极大地减小了纺织品的阻尼形变和电绝缘。雷射冲压比其它相连形式造成的阻尼形变和电绝缘大得多,这意味着纺织品内部模块的劣化速率很慢,可应用于极易损坏的纺织品
④能将很多种类相同的金属材料冲压在一同。例如,能将借由紫外雷射的铝制(PC)30%金属材料进一步增强的黑色聚monophosphateINS13ZD(PBT)相连在一同,而其它的冲压形式根本不可能将三种在结构、松弛点和进一步增强金属材料等各方面相同的树脂相连起来。
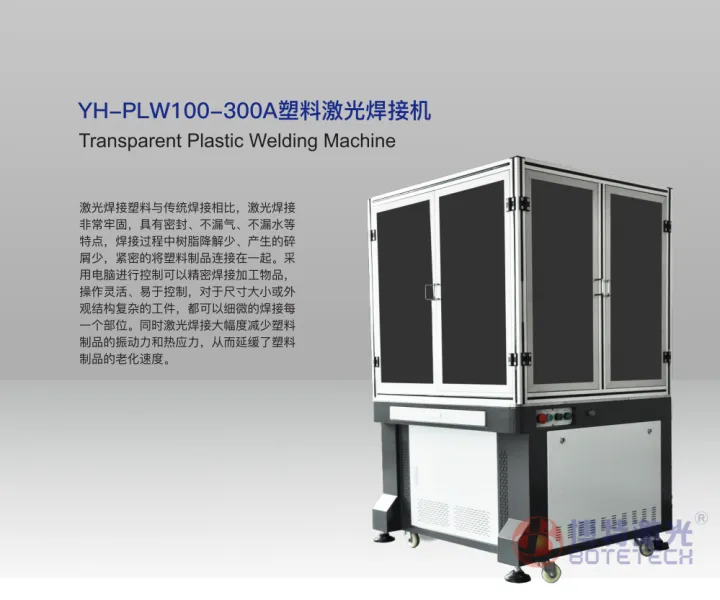
屈艾雷射新型透明化塑胶雷射冲压机工艺技术应用软件系统
透明化塑胶雷射冲压系统,冲压过程无需添加任何吸光添加剂,是一类清洁的相连形式,专业为透明化塑胶产品进行完美的冲压。系统采用模块化设计理念,集雷射器、外光路运动冲压部件与具备特殊功能的机械加工部件为一体,结构紧凑、操作方便、安全稳定。该系统采取多轴联动形式、采用特殊的透射冲压控制技术,完美地解决了透明化塑胶产品的清洁冲压需求。
系统特点:
特定功能输出的雷射器搭配先进控制技术的机械加工,无需添加任何吸光添加剂,冲压美观、清洁无污染。
模块化设计使系统配置灵活,多种可选软硬件配置可灵活满足客户定制的需求,可根据产品的特点,选择最优的配置。
雷射器与自动冲压集成为一体,结构紧凑,移动灵活。
雷射器免维护,可靠性高, 寿命期间内无需更换任何器件。
可进行点、直线、圆、方形或由直线圆弧组成的任意平面图形的冲压,也可进行圆周冲压。
具备CCD监视功能,雷射器具备红光指示功能,定位瞄准简单、快捷、准确。
可冲压的金属材料:
氟树脂(PFA)、烯烃类树脂(PE、 PP)
工程树脂(PBT、 PA6、PC、POM)
超级工程树脂(PSF、PPS、PEEK、PEI、LCP)
透明化金属材料(PC、PVC、PP、PMMA、PET)的冲压
→实现壁厚3mm、 5mm的叠加冲压
非织造布(PP材)的冲压
→ 实现各种网格密度的非织造布的连续直线冲压
膜冲压
→实现氟树脂膜(25-100微米)的无损伤冲压
相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~