
PE给水管热熔焊接的方法及步骤(附规范时间表)
在管道施工过程中,由于施工场地限制,会需要PE管焊接的情况,如顶管则有可能焊接几十米上百米长,而焊接的不好则会影响施工质量,导致漏水,影响施工进度,这里润硕管业给大家整理出一份PE管焊接方法及步骤:
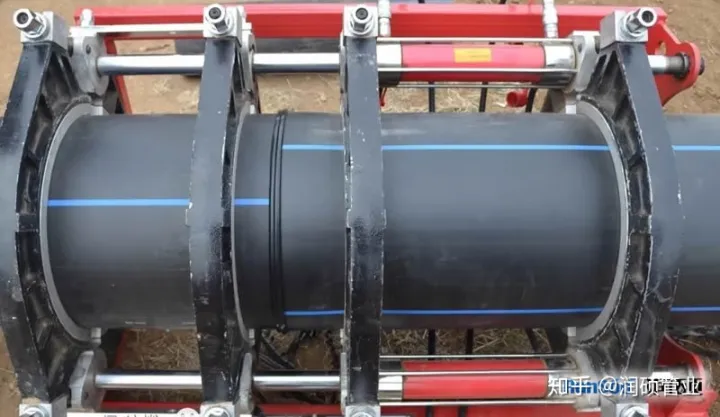
PE管对口
1.将需焊接的PE管、件固定在对接机上,按管材尺寸使用夹具。用刷子和棉布块将管口的氧化层、油污、尘埃清除干净。
2.两待连接件的连接端应伸出焊机夹具一定自由长度,并校直两对应的待连接件,使其在同一轴线上。错边不宜大于壁厚的10%。
3.端面用铣刀刨光,使对接端面光滑、平整、清洁、垂直。注意:应先启动铣刀,然后慢慢转动进给手轮,当出现连续切削时撤去铣刀盘,通过调节夹具的松紧(必要时转动管材)来校直两对接件。
吸热阶段
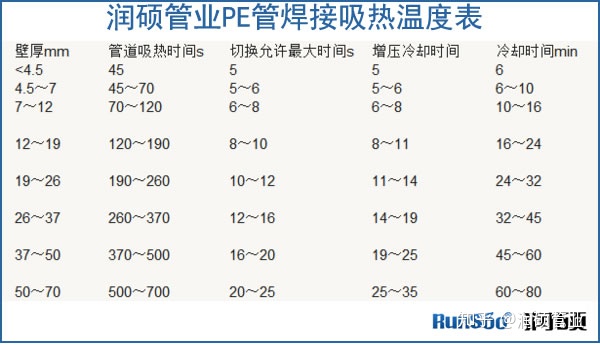
加热板自动升温至绿色指示灯亮或达到设定温度,将需焊接的管材、管件合拢使端面加热,进给手轮当两端面受压到达相应的翻边停止进给,保持吸热状态。将PE给水管材、管件从加热板上分开,再将两加热端面合拢对接,(参见吸热时间表)经加热后的两个管口熔化,当加热至熔融状态即完成了吸热过程。在环境温度为20℃时,加热时间规定在10×厚(mm)秒,要求焊接面平整凸起高度达到要求的值。 注:此阶段要求达到规定要求的凸缘即可,保持压力进行吸热就可以。不可以持续加大压力!
卸除电热平模板
当完成吸热过程去掉电加热板同时迅速开始加压(参见对接压力表),操作熟练到10秒内完成:特别是环境温度低时尽可能地缩短,其端面冷却非常快,对接速度慢,直接影响焊接的质量。

冷却接口
接口完成后,在卡具上应稳住对口,让其自然冷却,一般来说 DN110口径以下的小口径需要冷却20分钟以上 ,DN110以上口径需冷却半个小时以上。也根据手感判断,如果翻遍温度不是很热 ,证明达到冷却时间。可进行另一端对口的组对和熔热接口。打开夹具后卸除卡具对熔融接合口的外观进行检查,对口热熔环向高度、宽度成形应均匀、美观、其高度宽度应适宜。
PE给水管施工安装要严格按照热熔对接机焊接操作说明进行操作,包括管道的热熔时间,冷却时间,焊接温度,合理损耗,焊接电压等等焊接参数,PE管的焊接操作过程是非常严格的,如若稍有不慎将会影响整个工程的焊接质量,影响管道的正常运行,润硕管业有专业的技术团队帮您解决施工上的难题,保证保质保量的助您按时完成工期,欢迎来电咨询。

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~