
四种焊接中操作最困难的,掌握这些技巧,焊的不仅光滑而且省力
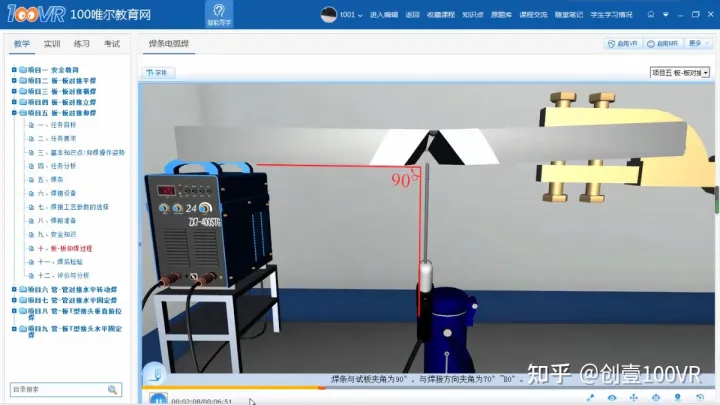
仰焊是四种焊接位置中焊接操作最困难的一种,仰焊时熔化的金属因重力作用容易下坠,使熔滴过渡和焊缝成形困难。仰焊分为两种,一种是仰对接焊,就是两块板对接。二是仰接接头仰接,也就是90度的仰角焊。 仰焊因为重力作用下垂,溶池特别不容易控制,很多人因为不熟练,造成了夹渣,未焊透,焊瘤和成型不美观。

今天100唯尔教育小编就结合100唯尔教育VR仿真课程来介绍下仰焊的相关知识。
1、仰焊
指待焊表面近伪水平位置,从接头下面进行的焊接,再焊接位置处于水平下方的焊接方式。焊接时,必须选择合适的焊条角度,采用较小直径的焊条和较小的电流,电流比平焊时的电波 15%~20%。尽量做到焊速快、容池小、焊肉薄。
2、仰焊基本操作
仰绎时一定要注意保持正确的操作姿势,焊点不要处于人的正上方,应为上方偏前,且焊缝偏向操作人员的右侧。仰悍的焊条央持方式与立焊相同。而运条过程又要细小操作,一旦臂力不支,身体就会松弛,导致运条不均匀、不稳定,而影响焊接质量。

3.操作步骤
(1)打底焊
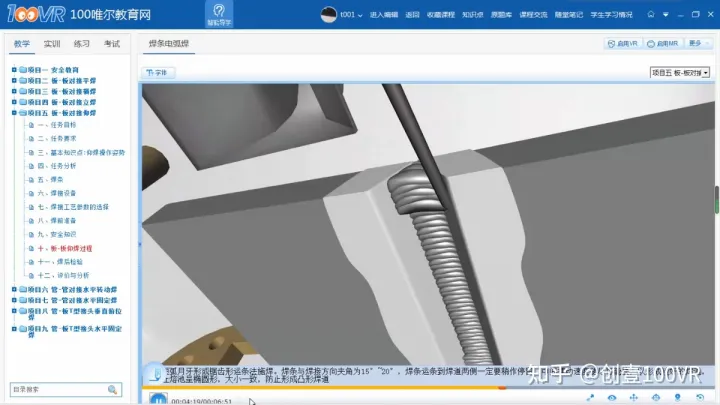
选择合适的操作位置,以自然放松、运条舒适灵活为宜。从间隙较小的一端开始牌接,采用灭弧法打底(一点击穿打断的弧焊法,向右施焊。当熔池形成后,焊条向焊接方向(侧前方)做划跳动作,迅速灭弧。
待熔池变暗后,在未凝固的熔池边缘重新引弧,在坡口装配间隙处稍作停顿,电弧的1/3在根部打孔,新的熔池形成后再熄弧。接头采用热接注焊接,严格采用短弧悍避免产生气孔。悍条与悍接方向F90°~105°角,便于看清熔池大小和信池形状。
仰焊操作有哪些要点?
仰焊时必须注意保持正确的操作姿势。焊接点不应在人的正上方,而应在上部的前面,焊缝在操作者的右侧。
2、采用小直径焊条和小电流焊接。一般来说,仰焊的焊接电流介于水平焊和垂直焊的焊接电流之间。
3、短弧焊接,促进熔滴转移。
保持正确的运条方式和适当的焊条角度。
5、如果熔池温度过高,电弧可以稍微抬起,可以使熔池温度降低。
6、仰焊过程中,由于焊枪和重力作用,焊接人员容易出现枪不稳的情况,这个时候需要双手握枪进行焊接。
7、斜圆运条时,焊条头先向上使熔滴先与上板融合。由于运输带的作用,一部分熔融金属自然会被拖到立面的钢板上,这样就可以均匀地熔合两次。
8、直线运输时应保持0.5 ~ 1毫米的短弧焊。不要将被覆盖的电极头拖在焊缝上,以免焊缝变窄变凸。
9、保持均匀的焊接速度和正确的焊条角度,保持短电弧,向上送速度应与焊条的燃烧速度一致。
10、当熔池表面平整或略有凹陷时最好。当温度较高时,熔池会鼓包或鼓包到表面之外,严重时会出现飞边。
相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~