
焊接厚壁304不锈钢管时为什么要开坡口?
由于厚壁304不锈钢管耐腐蚀好,抗压能力强、耐高温,耐冲击等良好性能,其常被用于石油化工、机械构造、生产流水线构件等。而在使用电弧焊接厚壁钢管时,由于一次焊接的熔深有限,在对厚壁管焊接时就不可能将整个厚度的板边都熔透:因此为保证电弧能深入到焊缝的根部,使根部焊透,获得较好的焊缝,以及为便于清除熔渣,都必须对接头的板边开切出坡口。另外,厚壁304不锈钢管板边开切坡口,还能起到调节母材与焊条金属两者之间比例的作用。

而坡口指的是焊接前,将工件的待焊端部加工成一定形状,组对后形成的沟槽称为坡口。
焊接接头坡口处的尺寸包括:接头间隙b;坡口角度a;钝边高度和U形坡口圆弧半径R等。焊接坡口的尺寸主要是由厚壁不锈钢焊管的厚度、接头型式、结构要求和组装情况来确定的。
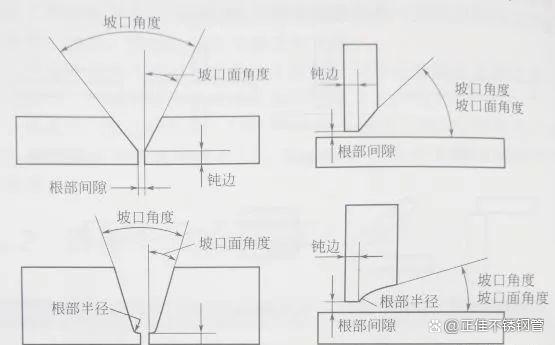
焊接接头板边间一般均应留有一定大小的间隙,以在防止烧穿的情况下保证焊缝根部能够焊透。在手弧焊接薄板时,可不留间隙或留得很小,以避免烧穿;但在焊接厚壁304不锈钢管时,一般都留有2±1(即1-3)毫米的接头间隙。
304管接头处的坡口角度应该选择得合适。如果坡口角度过大,会造成填充的焊条金属量增加。这样不但浪费焊条,降低厚壁焊管生产率,而且也会使焊接应力和变形增大。由此,通常将V形和y形坡口的角度控制在60±5°范围内;将U形和双U形坡口的角度控制在20°左右(或单侧在10°左右)。
厚壁304不锈钢管坡口中的钝边主要是为了防止烧穿,但钝边不得过大,其尺寸必须要保证第一道焊缝(或封底焊缝)焊接时能够焊透。通常,坡口中钝边的高度为2±1毫米。
举报/反馈


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~