
钴基合金Co20滑块与20钢的焊接
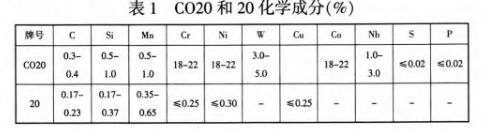
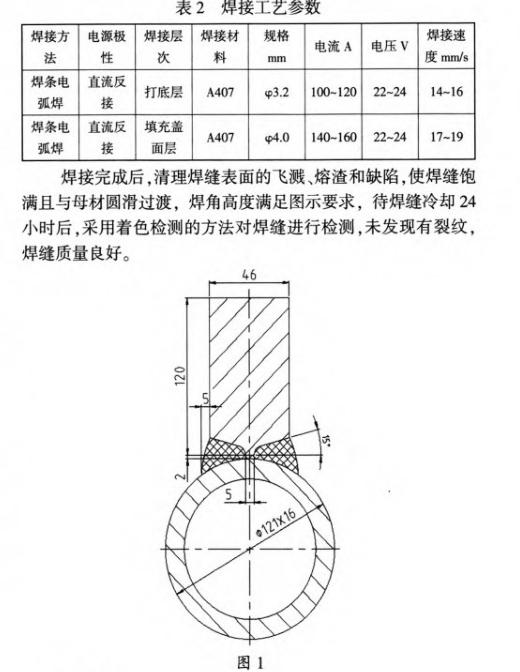
TNUMBERFK梁式梁烘箱电子设备的制造和加装项目. 其中水梁耐火曲柄选用了具备低温壳体气压、 低温抗氧化剂操控性、 抗渣操控性、 抗急冷急热操控性和低温塑性操控性的钴AlGaAsCo20金属材料, 体积是200X46X120mm: 水梁管选用符合GB3087标准的20钢筋, 技术标准为q)121X16mm. C020和20成份六义1。

钴AlGaAsCo20与20钢筋的冲压属于自体钢冲压. 虽然Co20与20钢的成份和林国组织机构不光滑. 而且物理操控性也不同, 力学操控性也有很大的差别, 可能造成接点瑕疵或操控性的降低, 特别是裂缝的造成
冲压金属材料的优先选择经过对C020和20钢林国分析获知. C020为莱氏体, 20钢为电感和莱氏体. 二者的冲压主要考量20钢侧对沟槽的溶化, 避免沟槽造成纤维状组织机构, 有造成裂缝的脆弱。 为的是避免以上问题的发生. 保证沟槽的组织机构状态, 根据两焊件内部结构的charged比、 铬浓度和镍浓度以及舍夫勒组织机构图I , 应换用A40系列产品莱氏体钢制铜焊, 但是虽然碱性铜焊冲压时钛原素炸裂非常多, 熔敷钛的脆性和延展性较低, 而碱性铜焊脱S能力强, 熔敷钛抗裂操控性良好, 具备较低的脆性和延展性. 所以在这类金属材料之间冲压最合适换用A407碱性铜焊。
3冲压方式的优先选择
虽然该产品C020耐火曲柄数量不是很多, 冲压内部结构简单且沟槽宽度较长. 考量冲压对沟槽的溶化作用及charged比的影响,我们决定换用charged比较小, 操作方式方便快捷灵巧, 倍受焊件花纹管制且常用的铜焊耐腐蚀方式。
接工艺技术关键点
为的是得到良好的冲压接点。 避免在冲压过程中出现不可预知的冲压瑕疵。 必须按照以下冲压工艺技术关键点操作方式:
4. 1参考焊材厂商说明书及规范要求. 施焊前铜焊需经1500C烘焙1h。 随用随取:
4. 2焊前用磨光机将‘P121X16mm管上加装曲柄的位置打磨干净, 直至露出钛光泽为止; 用丙酮将C020曲柄坡口表面及其两侧20mm范围清洗干净;
4. 3焊前先将曲柄与水梁管点焊, 并找正;
4. 4焊前不需要预热, 控制道间温度小于等于60℃;
4. 5曲柄冲压时选用间跳焊的方式. 即从水梁两端开始向
中心冲压的顺序, 每间隔三个曲柄冲压一个, 每个曲柄焊完一道
后即改焊另一块, 且两端头各留10mm不焊, 并在水梁内通水,
以避免温度过高造成较大的变形拉应力, 严格控制道间温度【2131;
4. 6冲压时尽量选用小直径的焊材, 选用小电流、 高电压和多层多道快速冲压:
4. 7注意道间和层间清理, 将沟槽表面熔渣、 有害氧化物、油脂、 锈迹等清除干净;
4. 8冲压过程要全程跟踪, 发现裂缝及其他瑕疵要及时清除并补焊:
4. 9冲压结束24h后, 选用着色检测的方式确认无裂缝为合格, 如发现裂缝应及时清除并补焊【4】 。




相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~