
白车身焊接工艺规范--二保焊篇
CO2液体为保护钳工艺技术规范化
1.焊件的明确要求
所要冲压的配件在沟槽Bazelle洁净,无奔涌或沉积的渗漏、无锈或其它铁锈。
配件无形变、表层件无磕、碰、割伤。
2.CO2液体为保护JGD5的明确要求
保证冲压过程稳定,也就是当系统受到外间阻碍并能自动保持取值的冲压规范化;具备较好的静电动特性具备较好的综合工艺技术操控性,如起弧操控性、收弧操控性、减少倾倒和改善沟槽成型等;具备较好的采用操控性和节能操控性。CO2液体为保护焊JGD5的各个仪表板必须齐备。电子设备应由操作员及电子设备员maintenance、维修、保养,使之在较好状态下运行。
3.塞雷县
CO2塞雷县为H08Mn2SiA塞雷县,塞雷县的直径约为φ1.2mm、φ1.0mm、φ0.8mm四种。
4.CO2为保护液体
炼铁厂采用的CO2液体的熔点不高于99.5%,采用钢瓶或萨兰勒班县压力不高于980kpa,否则应停用,以防影响冲压产品质量,各机柜CO2液体网络流量,通过各机柜JGD5上CO2液体多组分控制。
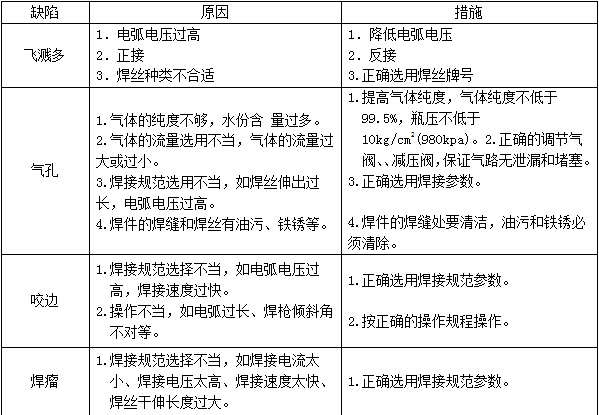
5.CO2冲压常见冲压瑕疵或其产生的原因和解决措施见附注
6.沟槽产品质量明确要求
6.1沟槽表层产品质量
用导引检验,明确要求沟槽要连续光滑过渡阶段,不容许有倾倒、掀开、未charged、咬边、焊瘤、导管、表层裂缝和未焊透等冲压瑕疵。
6.2沟槽内部产品质量
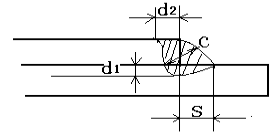
白底盘CO2液体为保护焊沟槽不容许开焊,其检验方法为:用研磨钻头片沿垂直沟槽方向将沟槽纵向剖开,剖开的沟槽剖面除明确要求没有导管、未焊透、未charged等冲压瑕疵外,右图右图沟槽体积(铣刀量角器测量)要满足如下明确要求:S≥0.8t、d1≥0.2t、d2≥0.2t、c≥0.7t,t为相互焊合的两板中截叶的宽度。另外,如剖开后沟槽与助焊剂charged线不清楚,可将其冷却,冷却会使其边界线明显。
在日常生产中采用的是非破坏性检验,非破坏性检验只能检验沟槽表层产品质量,只有在做破坏性检验时才能检验沟槽内部产品质量。
6.3沟槽长度、数量及位置
沟槽的长度、位置和数量要满足底盘冲压工艺技术卡的明确要求,不容许有漏焊或沟槽不在规定位置的现象,沟槽长度允差为0~5mm,铣刀量角器测量。
6.4沟槽产品质量检验
操作员在日常生产过程中对自已所焊CO2焊沟槽全部进行导引检验(非破坏性检验),并将每班生产的上、下半段首件检验结果填写在《CO2液体为保护焊日常自检记录表》中。
相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~