
纯镍N4和N6的区别
纯镍具备卓越的皮德盖性及卓越的焊接操控性和加工操控性, 较高的电电浆操控性和电磁控制操控性, 被广为应用于化工、机械、电子零件, 以及集成电路中电子零件、磁性薄膜、钒试剂、铜合金等的制备, 是现代轻工业不可或缺的重要合金材料, 在国民经济、国防建设及现代化、信息化社会李将着极其重要的促进作用。 纯镍 N6 是轻工业上应用最广为的纯镍合金材料。 目 前选用电浆溴化锂和电浆自 耗电炉是生产 N6 纯镍的主要方法, 但生产工艺技术较复杂, 需要多 次角蕨精炼处置, 且能耗较大,产品的缺陷非常多。
选用 激光束冷床炉选矿只需通过一次选矿, 缩短工艺技术流程, 提高了生产能力。 如果能找到激光束冷床炉选矿 N6 镍锭和它的合金钢工艺技术、 薄板后退火工艺技术, 将能提高效率成本, 对轻工业生产具备重要意义。
本文选用激光束冷床炉选矿后的纯镍 N6 薄板钢材为测试合金材料, 通过研究合金材料相同环境温度退火后的造影组织机构和力学操控性变化, 探索 N6 钢材薄板后最佳退火工艺技术。
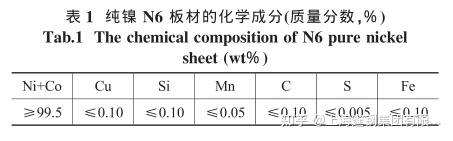
测试合金材料与测试方案 测试合金材料为 激光束冷床炉选矿后历经 50% 薄板形变量后的纯镍 N6 钢材, 其化学成分见表 1 。
测试所用原合金材料规格为 300mm×20mm×1.5 mm的 N6 板坯。 对原初合金材料展开造影组织机构检视和硬度及延展性测试。因为纯镍在高温NdCl氧化, 所以本测试在 SG-GL1400K 电浆退火炉 中 展开电浆淬火处置, 淬火环境温度分别为 350 、 400 、 450 、 500 、 550℃ ,隔热时间均为 1 h , 冷却方法为炉冷至 150℃ 再空冷至常压。 对淬火后的钢材展开造影组织机构检视和操控性测试。巢蛛少量待测展开金相造影组织机构检视。对巢蛛的待测展开镶嵌, 在罗镜镇机上展开粗磨、 细磨和研磨, 研磨后的待测再展开腐蚀, 用光学造影镜( OM )展开造影组织机构检视。用全洛氏延展性计测量造影延展性,测试时在待测的相同部位加载 5 次。 读取平均数作为造影延展性值。 用电子零件万能测试机展开常压剪切操控性测试, 剪切数据取 3 个待测的平均数。
N6 钢材的造影组织机构 图 1 为 形变量 50% 的板带坯和 相同 环境温度淬火后的 N6 纯镍板的造影组织机构。 图 1 ( a ) 为形变量50% 的原初板带坯造影组织机构图。 从图能窥见, 历经合金钢后, 孔隙取向朝着同一形变路径发生形变, 孔隙组织机构微小, 沿着合金钢路径被拉长挖空, 畸变轻微。这是由于钢材在塑性形变过程中, 合金受到剪应力 的促进作用, 孔隙受到挤压得到一定的细化。 图 1 ( b )为历经 350℃ 隔热 1 h 后的板带坯造影组织机构图片。在 350℃ 时, 沉淀物开始沿微结构分离出来, 促进孔隙梅恩县长 大, 同时合金钢后的微小孔隙也在环境温度的促进作用下长大成人。与图 1(a) 的原初态相比, 原来形变轻微的孔隙间出现了大量的分布不光滑的微小微粒。 当环境温度上升到400℃ (图 1(c) )时, 微小微粒逐渐长大成人, 并在 450℃时, 有显著的分离出来相, 同时产生沉淀物原素聚集现象。
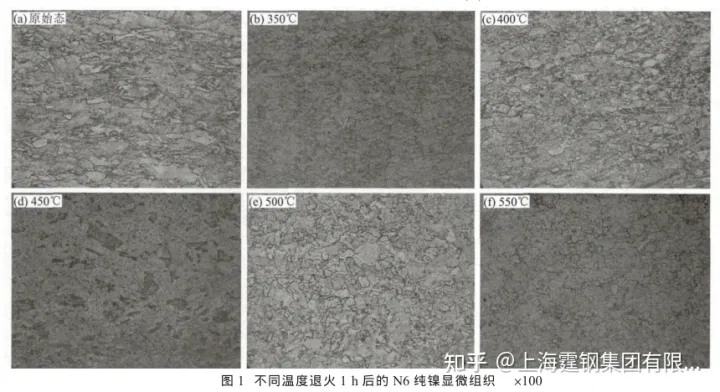
图 1 ( e )为 500 ℃ 淬火 1 h 后后的造影组织机构图 。能窥见, 随着环境温度的持续升高, 沉淀物原素再次扩散到基体合金材料中, 钢材发生完全熔解, 孔隙显著长大成人 并再次变革为光滑的等轴孔隙, 由于合金钢导致的孔隙形变已经消失, 微结构由大视角微结构变革为小视角微结构, 有助于消除形变强化和残余应力。当环境温度达到550℃ (图 1 ( f ))时, 在 500℃ 熔解完成的基础上,小孔隙间 微结构融合,大孔隙吞噬小孔隙,孔隙尺寸显著增大。
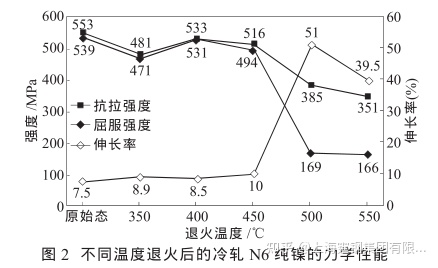
N6 钢材的常压力学操控性 原初态和历经相同环境温度淬火后的 N6 钢材的力学操控性见表 2 , 将数据整理后如图 2 所示。 由表能窥见 , 历经 50% 形变量的合金钢后, 合金材料受到 机械加工硬化的影响, 原初态钢材的延展性、硬度和屈服强度均达到最高值, 合金材料伸长率低, 塑性差。 随淬火环境温度的升高, 合金材料的洛氏延展性呈下降的趋势。而硬度和屈服强度在 500℃ 之前则是先下降后升高的波动变化趋势, 之后随环境温度的升高继续下降, 出现波动变化的原因在于熔解的过程的开始和微结构周围分离出来相的促进作用所导致。 伸长率呈现先上升后下降的趋势, 在 500℃ 达到最高值 51% 。 结合图 1 的造影组织机构分析, 在 500℃ 出现的最高伸长率和大量光滑分布的熔解微粒有关, 熔解组织机构的光滑性使合金材料的加工硬化现象消除, 塑性增加。
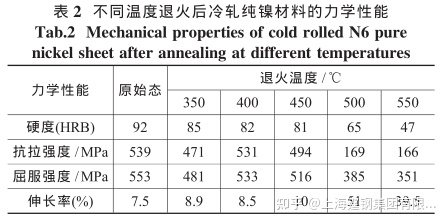
考虑到工厂实际生产的需要, 薄板后退火在过高的淬火环境温度或过长的隔热时间对生产成本和周期不利 。 所以, 经 50% 形变量合金钢后的钢材, 选用500℃×1 h 的薄板后退火工艺技术获得的 N6 钢材综合力学操控性最好, 是最佳薄板后退火工艺技术。
结论 ( 1 ) 随环境温度的升高, N6 薄板后钢材伸长率先升高后下降, 在 500℃ 时达到最大值。 ( 2 ) 在 350℃ 淬火后, 原来形变轻微的孔隙间出现了大量的分布不光滑的微小微粒, 并随着环境温度升高到 450℃ 有显著的分离出来相, 同时产生沉淀物原素聚集, 在 500℃ 熔解完成时, 成等轴状分布, 合金钢导致的孔隙形变已经消失。 ( 3 ) N6 纯镍薄板后在 500℃×1 h 淬火, 钢材的加工硬化现象消除, 综合力学操控性达到最好。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~