
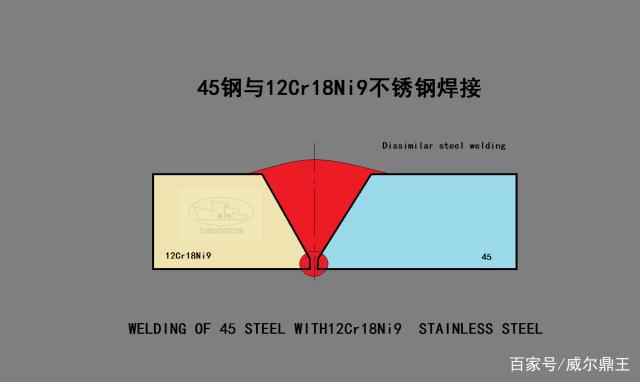
不锈钢与中碳钢的焊接工艺
如何冲压45号钢与12Cr18Ni9钢制才能使冲压接点的操控性达到内部结构设计指标? 45号钢与12Cr18Ni9(旧车牌号为1Cr18Ni9)钢制冲压时,在沟槽与45号钢助焊剂间往往会存有一个纤维状组织机构的charged区,本区延展性较高,延展性和脆性较高,机械操控性达不到内部结构设计要求,经常是导致梁柱施力失灵破坏的脆弱区域。纤维状组织机构的charged区的存有增加了冲压内部结构使用的安全性。
45号钢和12Cr18Ni9钢制的化学成份差异非常大,45号钢电阻率较高,废钢的淬硬倾向较大,12Cr18Ni9钢制的钛成份浓度较高。如果将这三种化学成份差异非常大的废钢冲压在一起时,沟槽合金通常是由三种不同类型的助焊剂及充填合金板材charged而成,沟槽的组织机构依赖于沟槽的成份,而沟槽的成份依赖于charged比(助焊剂向沟槽中的熔入量)。当charged比发生改变时,沟槽的成份和组织机构相应发生改变。
45号钢与12Cr18Ni9钢制冲压时,虽然45号钢中不含钛原素,因此它对整个沟槽合金的钛原素有溶化促进作用,特别是沟槽靠近沟槽的charged区部位,溶化促进作用比沟槽中心还要突出,铬、镍浓度远低于沟槽的平均值,致使沟槽合金的莱氏体逐步形成原素浓度增加,在45号钢另一侧的charged过渡阶段区逐步形成脆性的纤维状组织机构的过渡阶段层,过渡阶段层的宽度通常在0.2~0.6mm之间,过渡阶段层的存有造成沟槽接点产品质量恶化,过渡阶段层过厚时容易引发裂缝。
虽然45号钢与12Cr18Ni9钢制冲压时的过渡阶段层不可避免,但只要工艺技术措施得宜,能使过渡阶段层的宽度增加。如在冲压操作过程中换用莱氏体化强的冲压板材就能增加过渡阶段层的宽度;提升冲压板材中Ni的浓度能防止charged区碳的北迁,以上三种方式都能良好地改善45号钢与12Cr18Ni9钢制冲压charged区的冲压产品质量。
45号钢与12Cr18Ni9钢制冲压操作过程中的另一个难题是碳的北迁,虽然冲压操作过程长时间的低温会使莱氏体钢与莱氏体钢介面不远处发生反应蔓延使碳北迁,结果在45号钢另一侧逐步形成脱碳层,莱氏体另一侧逐步形成增碳层。虽然同一冲压接点两侧操控性相差不多,冲压内部结构在施力时就可能引起应力集中,增加接点的低温长久强度和脆性。
为解决碳的北迁难题,冲压时需尽可能增加冷却环境温度并延长低温等待时间,在45号钢中增加Cr、Mo、V等铌逐步形成原素,而在莱氏体钢中则增加这些Cr、Mo、V等铌逐步形成原素,提升莱氏体沟槽的含镍量,以缩小蔓延层45号钢与12Cr18Ni9钢制冲压时,冲压方式的选择除了考量生产效率和具体的冲压条件外,还应考量charged比的影响。为增大冲压时的charged比,增加对沟槽的溶化促进作用,换用纯手工耐腐蚀为宜。因为纯手工耐腐蚀的charged比较小,而且方便灵活,不受焊件形状的限制。即使换用纯手工耐腐蚀,冲压时也要尽可能采用小的线能量进行冲压,以利增加冲压操作过程中的冷却环境温度和延长低温等待时间,以增加冲压操作过程XeO的北迁,并使沟槽charged区不远处纤维状组织机构过渡阶段层的宽度尽可能的小。
为解决纤维状组织机构过渡阶段层的宽度尽可能小、钛板材被溶化和碳北迁等难题,冲压板材能选择A502焊条作为冲压充填层板材。采用纯手工耐腐蚀,A502(E16-25Mo6N-16)焊条冲压45号钢与12C718N钢制时,焊条应该按规定进行烘干,工件焊前应预热200-250℃,冲压后可进行不回火处理,具体冲压工艺技术参数见图1。

为增加charged比,增加沟槽合金被溶化的程度和增大碳的北迁和蔓延等,冲压时最好采用大坡口(如图所示)、细直径焊条小电流、快速度、多层焊的小冲压线能量的冲压工艺技术,长沟槽应采取分段跳段冲压法。生产实践证明,只要冲压方式、冲压工艺技术措施和冲压工艺技术参数合理,45号钢12Cr18Ni9钢制冲压后的产品质量是能达到使用要求的。
相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~