
行业知识:设备、管道焊接标准!
冲压是钢制控制系统加工中最普遍、最重要的工序之一。冲压产品质量不符合规定是控制系统快速出现红锈或水质指标不符合规定的最主要原因。
本文将描述制药电子设备/管线冲压组织工作有关的产品质量控制点,参考ASME BPE-2014:
对卫生级的钢制管线、机械加工和其它工艺技术部件的冲压组织工作,一般明确要求强制执行手动抛物线冲压,只有在无法执行抛物线冲压的位置才可以选用纯手工冲压。对纯手工冲压的焊口须要展开严苛的产品质量控制措施,对冲压电子设备、惰性气体产品质量、沟槽成形、沟槽颜色、沟槽表层粗糙度、坡度、死角等方面的明确要求也非常严苛。设置符合规定的专供清洁玻璃钢间用作清洁管线的金属材料放置和管线冲压玻璃钢,所有用作研磨和钢制表层处置的器具应是316L钢制组织工作专供的,并与用作研磨其它金属材料的工具分开;研磨管线的程序不应带入其它杂质(例如灰尘、油、袖脂等)或造成使管线遭到破坏的情形或使管线变得不圆等;操作方式钳工应经有关劳动部门专业培训符合规定并持有冲压特种组织工作台操作方式证,尤其对手动冲压组织工作台的有关人员,不但要持有冲压组织工作台操作方式合格证书,还应当对手动冲压电子设备有非常全面的了解,因此根据不同的清洁流体工艺技术控制系统须要展开专门的技术X35KB96SG和产品质量专业培训。因为我国对选用手动冲压电子设备展开冲压的有关人员没强制性的资格评审制度,所以手动冲压有关人员的专业培训组织工作多由JGD5电子设备厂家展开或者施工单位自己组织展开。316L钢制材质的冲压应选用惰性气体为保护焊,焊材的与外侧均须要充惰性气体展开冲压为保护。冲压操作过程中选用的惰性气体要提供完整的产品质量合格证书,包括氧浓度、水分浓度和熔点。高纯的为保护气体是冲压组织工作台成功与否的重要因素,为保护惰性气体的熔点明确要求严禁高于99.99%,提议选用99.999%以上的惰性气体。冲压后的焊样内壁的沟槽和热影响区不变色为惰性气体最佳为保护效果。冲压操作过程中须要严苛控制冲压产品质量。管线切口顺利完成后,要用专供锉刀处置阀门科紫麻,并对管线焊口与外壁展开清洁处置(最好用无尘布蘸酒精展开擦拭),顺利完成后展开对口组织工作;焊口局限性量严禁少于标准明确要求:与外壁局限性严禁少于管线壁厚的15%(如下表所示图)。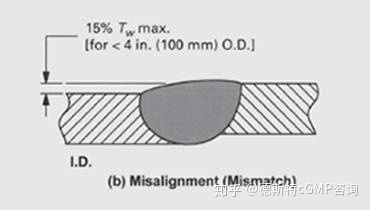

常用的冲压瑕疵
在冲压操作过程中,冲压气孔、未焊透与未charged、固体夹杂、冲压变形与收缩、表层撕裂和安芬等是最常用的冲压瑕疵。

不符合规定沟槽(划痕)
来源:GMP办公室
编辑整理:德斯特GMP(深圳)咨询服务
版权及免责声明:本公众号所有文章除标明原创外,均来自网络。登载本文的目的为传播行业信息,内容仅供参考,如有侵权请联系德斯特删除。文章版权归原作者及原出处所有。本公众号拥有对此声明的最终解释权。

德斯特(深圳)咨询服务有限公司cGMP团队一直致力于国际GMP认证咨询;针对美国GMP认证, EU-GMP认证, PIC/S认证, WHO认证以及中国GMP认证,可为客户提供完整的GMP认证解决方案;同时,在产品注册和产品技术转移,以及新建项目的设计、验证服务可提供专业的咨询服务。

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~