
一文看懂X100管线钢的焊接!

随着石油化工行业的产业发展,石油石油的运载管线的行业产业发展趋势也向大舰炮、高速旋转运载和高级别钢产业发展,管线钢从A、B、X42、X56到现在时常采用的X80、X100和X120。X100 和X120管线钢的应用具备巨大的效益,可使短距离勘探管线生产成本节省5%~12%,主要就充分体现在节省金属材料、提升运载压力、增大工程施工量、降低管理生产成本、强化整体计划等方面工作。责任编辑译者翻查一些相关历史文献因地制宜经验对X100管线铣刀的冲压性展开分析与大家撷取。
1、X100的成份及机械性能分项。
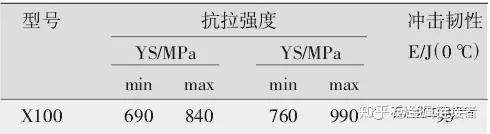
依照API 5L标准可查阅X100的成份及机械性能分项。
1)成份

2)机械性能
2、X100管线钢助焊剂的HIC敏感度
有研究者曾对照X60和X100三种钢HIC敏感度,依照NACE TM0384,采用5.0%NACL+0.5%CH3COOH溶液中对三种钢展开96h抗HIC测试。结果发现,X100钢造成HIC裂缝的形式主要就有三种,;细裂缝在贝氏体组织上逐步形成,并能从电感孔隙中穿晶扩充。另一种则是助焊剂碳纳米管中的参杂物作为氢圈套逐步形成极为粗壮的裂缝;如下表所示图中 X100-A和X100-B三种参杂物造成的氢致裂缝。
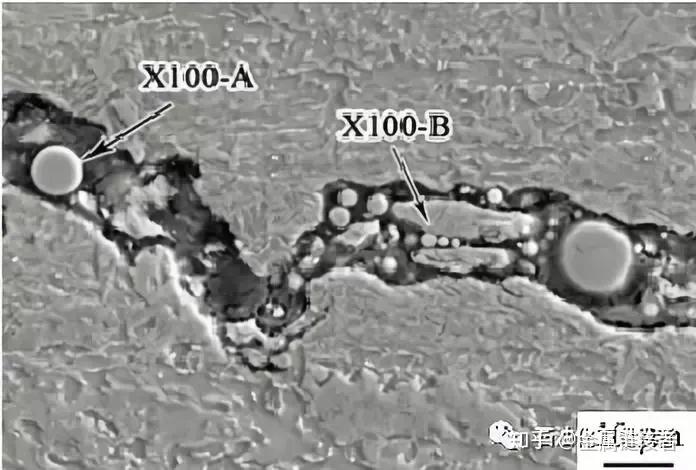
同时, X100钢比低级别的X60管线钢具备更高的HIC敏感度,但由于本身钢的级别提升,孔隙更加明晰,由参杂物造成的裂缝造成的量级要减少很多。X100钢由块状贝氏体及片状电感构成。贝氏体在电感的周遭拆分电感,从而明晰电感的孔隙,孔隙体积约为2μm。
3、孔隙大小对X100管线钢的负面影响
欧美国家研究者Miller W S,提出了Hall-Petch式子,退让气压与孔隙体积存在如下表所示关系:σy=σ0++K*d-1/2
式中:σ0表示孔隙对形变的空气阻力,相等于石墨的退让气压值,与成份、环境温度有关;K为微结构对形变的负面影响,其中,σ0和K都为物理量。d标记孔隙体积,继而能窥见,孔隙越微小,退让气压越高。X100管线钢的热敏感度较大,在冲压热循环作用下过热区的组织更容易长大,造成热负面影响区发生软化和脆化。强化高钢级管线钢冲压工艺参数,严格控制t8/5。在合理的范围能避免粗晶区的孔隙严重粗化,从而能提升熔合线附近粗晶区的气压及断裂韧性。
4、预热环境温度
预热环境温度的主要就目的是为了防止冷裂缝造成,降低冷裂缝倾向。可通过冷裂缝敏感度系数计算式子和冷裂缝敏感度指数估算法来考虑预热环境温度。
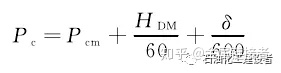
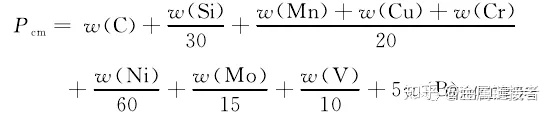
其中,HDM为焊材的扩散氢含量;δ为钢板的厚度;t0为预热环境温度。
注意:考虑到钢材的冲压冷裂缝不仅取决于其成份,而且还与其淬硬性、拘束度及焊缝的扩散氢含量等因素相关。上述式子只是从成份方面考虑,作为工艺评定测试的基础,还应通过工艺评定测试展开验证。
有研究者对厚度为14.8mm的X100钢板展开插销测试,评定预热环境温度对X100钢冲压的负面影响;结果认为当预热环境温度为80℃时,热负面影响区出现了脆性的M-A相,虽热预热环境温度升高到120℃时,M-A相减少,冷裂缝敏感度降低。
常见的冲压工艺参数如下表所示表:

5、冲压工艺
常见的几种冲压技术:

目前针对长输管线的根焊方式主要就有:1)TIG;2)纤维素焊条电弧焊;3)STT根焊,是一种以表面张力熔滴主要就过渡力的熔化极气体保护电弧焊,是美国林肯公司近几年开发的新型冲压电源;4)RMD根焊。这里主要就讲一下RMD根焊,一种短弧控制技术,它与以往的脉冲控制技术以及气体保护冲压技术、药芯自保护冲压技术,是PIPEPR0450RF的专利技术,这些技术非常适合输勘探管线的野外工程施工环境,在西气东输二线管线和西气东输三线的冲压过程中被采用。RMD根焊技术,采用性能良好,不仅融合性能比较突出,并且在焊缝美观上、可操作性能上也比较突出。RMD根焊采用的焊材为金属粉型药芯焊丝,如Metalloy 100和MT80N1。

冲压环境要求:依照RMD根焊的工艺要求以及自身的特点,尤其是RMD冲压基本都处于野外工程施工,各个地区的环境条件不一致,建议冲压环境环境温度要≥5℃,冲压环境湿度<90%,溶化极气体保护焊要求风速小于等于2m/s。
更多冲压相关的资料和文章,可关注石油化工建设者。
相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~