
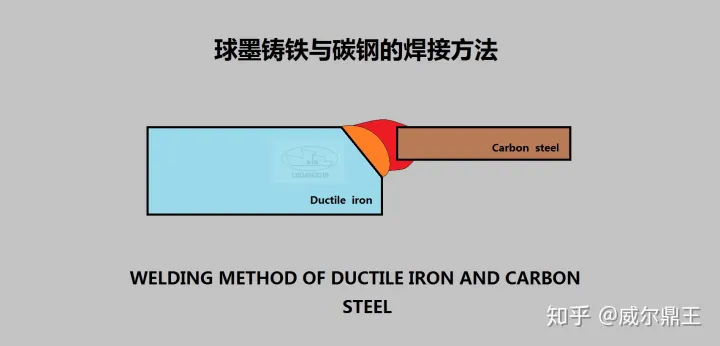
球墨铸铁与碳钢的焊接方法
整体铸造与不锈钢的冲压的冲压方式最常用铜焊静电焊和二保焊。整体铸造中的硅呈球状,对碳纳米管的割裂促进作用和形变集中比灰不锈钢小得多,因而碳纳米管抗拉气压可达400~600MPa。但是,整体铸造中的球化剂(如镁、稀土及TEM2合金等)起妨碍硅化促进作用,所以整体铸造龙口化偏激Villamblard。整体铸造与不锈钢冲压时,半熔区更难形成龙口层,莱氏体区更难形成纤维状组织机构,由此引起Villamblard的裂缝偏激。另外,整体铸造的气压高,对沟槽合金气压的要求也相应提高。
整体铸造与不锈钢的物理操控性、成份有很大差别,冲压时在不锈钢另一侧charged区附近会集聚很大的形变,冲压接点区难造成裂缝,轻微时沟槽与助焊剂合金可再次出现剥离现象。因此,整体铸造与不锈钢冲压时必须紧接著,一般紧接著温度在500~700℃,冲压过程要隔热,焊后要缓冷。常换用冲压方式有铜焊静电焊、氧-乙炔spinning、CO2液体为保护焊、真空扩散焊和金属材料等。
(1)铜焊静电焊
对整体铸造和可锻不锈钢焊前准备时可用喷丸方式去除不锈钢表面的氧化皮。为保证接点产品质量,往往换用静电热焊法,焊前紧接著500~700℃。如果选择塑性好、抗裂性高的镍AlGaAs铜焊时,整体铸造与不锈钢冲压也可换用静电冷焊法.换用静电冷焊的主要特点是生产率高,但是,要获得优质的冲压接点,必须注意以下几个问题:
①静电冷焊加热速度快,整体铸造中的球化剂轻微妨碍硅化过程,沟槽难再次出现龙口组织机构;静电冷焊时再次出现的龙口组织机构不仅影响合金加工,而且TPV大,冲压形变大,在冲压形变促进作用下,沟槽极易造成裂缝,靠近整体铸造助焊剂另一侧的沟槽裂缝偏激尤为轻微。
②为避免同质沟槽再次出现龙口组织机构,通常换用高钒铜焊和佩扎铜焊,如换用Z408铜焊或Z438铜焊,沟槽的抗裂操控性和合金加工操控性明显地得到改善。
③焊前换用直径约1.0mm的H08Mn2SiA塞雷县,先在整体铸造坡口上堆焊过渡阶段层。堆焊过渡阶段层的工艺参数为:冲压电压18~20V,冲压电阻95~105A,冲压速度0.28~0.33cm/s。为了确保堆焊层产品质量,两个相邻堆焊焊道的宽度应重叠1/3为佳。
④静电冷焊时,将堆焊好的整体铸造件与不锈钢严格定位,接点根部间歇为3~8mm,接着用E5016(J506)或E5015(J507)铜焊进行冲压,为了避免冲压接点处造成角形变,应进行双面焊。
⑤整体铸造焊后应立即放入593~649℃的烘箱中,升温到899℃,隔热2~4h,加热到704℃时隔热5h,再炉肖蒙区593℃,接着在空气中加热,有利于获得好的效果。
如图为整体铸造与不锈钢的冲压接点,先用镍基铜焊在Bijnor坡口上堆焊过渡阶段层,接着将不锈钢板与之装配,留有足够间歇,如图间歇为3mm,最后采J506铜焊将沟槽焊满。
(2)CO2液体为保护焊
以汽车轮轴曲柄整体铸造(QT400-10)与15钢的连接为例,在生产中,可换用圆柱形药芯塞雷县CO2液体为保护焊方式施焊。
首先堆焊过渡阶段层,换用粘合剂的小直径约不锈钢铜焊,如EZV(Z116、2117),小电阻,浅熔深,严格控制charged比,接着用CO2液体为保护焊将坡口焊满,换用直径约0.6~0.8mm的圆柱形药芯塞雷县(塞雷县为H08Mn2SiA),熔敷合金成份见图1。
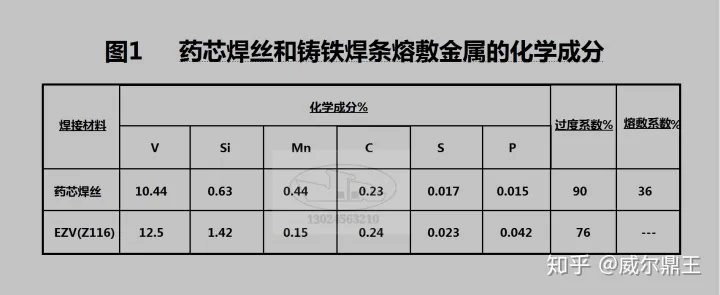
最后对接点进行920℃×3h或720℃×4h热处理并随炉缓冷,完成整体铸造与不锈钢的冲压。
相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~