
厚壁管线焊接工艺的现场实践与应用
【全文】2011年红庄注采测试发射塔工程工程建设是红庄规划工程建设后期测试公交站点,主要就促进作用是以获取XX炼油厂北区红庄压裂注采潜能、网络流量变化趋势和风机、方向舵、高速旋转阀门、多组分等关键性部件、核心技术、关键性工艺技术的测试统计数据,为红庄总体工程建设搞好后期赞扬工作。在整座工程工程建设施工操作过程,他们直面的主要就十分困难为耳稃管道的冲压工程工程建设施工,不光是28mm和30mm耳稃管道的冲压,对首度碰触耳稃管道,从起初的坡口方式优先选择、组在的有关模块等方面都须要他们展开测试和深入探讨。
科刺剑词:耳稃管道 冲压工艺技术 坡口研磨
2011年,我基层单位工程工程建设施工的XX红庄注采测试发射塔工程工程建设为XX炼油厂第一个红庄后期测试公交站点,在此次工程工程建设施工中主要就工程工程建设施工症结就是耳稃管道的冲压,不光是28mm和30mm耳稃管道的冲压,因而,我基层单位技工相互配合公司张倩怡及焊考办在2010月底就开始对管道的冲压工艺技术展开测试。历经测试确认了耳稃管道的冲压工艺技术。
1、冲压工艺技术
1.1、冲压方式
因管道壁厚非常大,他们另一方面要提升效率,另一方面要提升管理效率,因而,他们再后期预备换用纯手工上向焊、全自动焊和下向焊等方式。在整座冲压工艺技术的测试操作过程中,通过数次测试,同时考量此次工程工程建设耳稃管道冲压管理效率较少,他们换用了纯手工氩东木焊的方式。
1.2、焊材换用
焊材换用遵从相匹配准则,此次耳稃管道织物为16Mn肥料用型材,因而铜焊换用H08Mn2SiA,铜焊换用E5015铜焊。
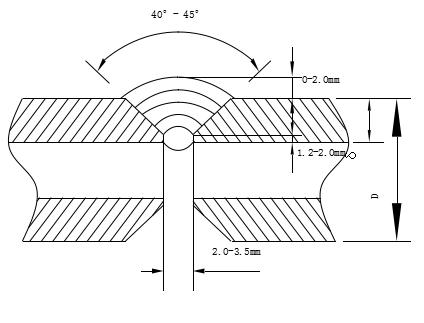
1.3、试件坡口方式
工程工程建设施工当晚他们换用单V坡口,如下图所示:
1.4、焊前清理及预热
焊前清理坡口周围≥20mm范围内的铁锈、油污和氧化物等杂物。为改善焊缝应力,焊前对焊口展开预热处理,预热温度为100-150℃,当晚换用火焰加热。预热范围以焊缝为基准中心,两侧各不小于3倍壁厚,预热因均匀防止局部过热。换用红外线测温仪对焊缝展开测量,以确保达到要求预热温度。
1.5、焊材的使用
铜焊在使用前展开350℃,1.5小时的烘干,并存放在铜焊保温桶中,随用随取。当天未用完的铜焊应回收,重新烘干后使用,重新烘干次数不应超过两次。焊丝表面的油污等杂质应清理干净。
1.6、冲压工艺技术模块
冲压换用氩弧焊打底,纯手工上向焊冲压,每层焊道焊完后用砂轮机和钢丝刷清理焊渣后,方可展开下一层焊道冲压,每层焊道间隔不超过10分钟。具体模块见表1。
1.7、焊后保温
焊缝冲压完成后,清除焊渣,用保温被保温缓冷。
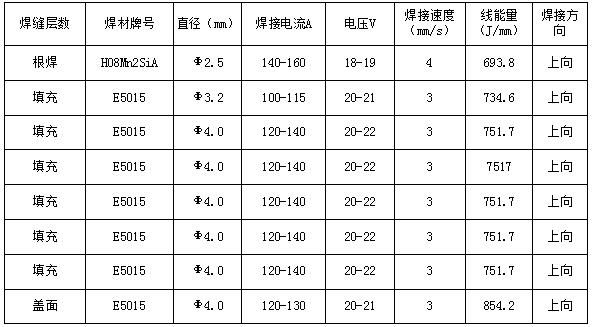 冲压工艺技术模块
冲压工艺技术模块2、当晚工程工程建设施工课堂教学
2.1 当晚冲压人员安排
工程工程建设施工当晚根据冲压工艺技术要求氩弧焊打底1道,纯手工电弧焊填充7道,盖面1道,打底焊1人完成,填充盖面由2名焊工同时冲压,耗时4个多小时,单个焊口需消耗铜焊100根左右,打底焊材换用H08Mn2SiA焊丝,填充和盖面换用E5015铜焊。
2.2 工程工程建设施工步骤
此次站外耳稃管道工程工程建设施工步骤如图所示:
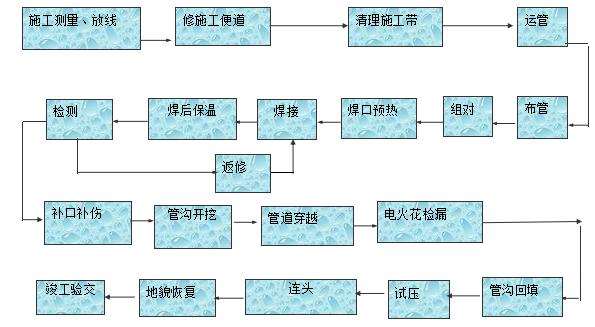 工程工程建设施工步骤
工程工程建设施工步骤2.3 运、布管
由于管道距离较短,全线就近设1个临时集中堆管点,用推土机平整,并堆出四条堆管带,上部放置草袋一层。当晚布管时换用吊车和炮车相互配合展开,布管时换用尼龙吊带展开绑扎固定,将管子沿工程工程建设施工作业方呈锯齿形摆开,每根管子在中间处由高0.5m的草袋装细土堆撑起,首尾衔接,朝向一致,相邻管口错开1-1.5倍管径,均匀分布在工程工程建设施工作业带内。
2.4 管道的组焊作业
管道组焊操作过程严格按照冲压工艺技术规定展开,具体工序如下图所示:
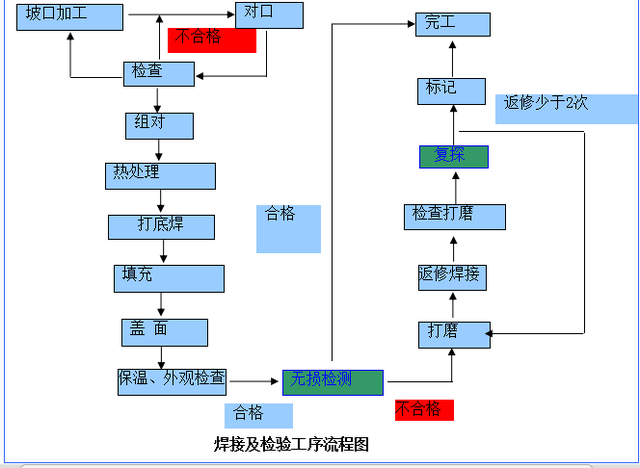 冲压及检验工艺技术流程图
冲压及检验工艺技术流程图由于到货管材坡口角度与冲压工艺技术评定要求的坡口角度不符合,他们重新对坡口展开当晚研磨,他们换用CG2-11型磁力管道切割机,在当晚对管道的坡口展开研磨测试,通过测试,该型号切割机使用比较简便,且坡口成型好,速度快,因而,他们再后续的连头口的坡口研磨中一直使用。(CG2-11型磁力管道切割机模块为:型号:CG2-11;机身尺寸:350×310×180mm ;输入电压:AC220V/50Hz ;切割型材直径:>108mm ;切割型材厚度:6-50mm ;切割钢板速度:50-750mm/min ;磁性吸附力:>50kg ;机器总重量:20kg。)
 当晚坡口研磨
当晚坡口研磨组在前应清理管内杂物,不得有石块、沙土等,用电动钢丝刷、锉刀等将管端20mm范围清理干净,使其露出金属光泽,但不得损伤坡口。管口组在坡口尺寸严格按照冲压工艺技术评定展开。
对口时,换用外对口器对口。点焊后火焰加热焊缝升温至120℃(用红外线测温仪检测),方可展开冲压作业,在组焊操作过程中,他们优化机组配置,打底1人,填充时2人从两边同时施焊,盖面1人,使得整道焊口的冲压时间缩短了半小时,极大的提升了管理效率。冲压完成后用保温带覆盖,待其自然冷却至室外温度时,方可拆除保温带。
 焊缝填充操作过程
焊缝填充操作过程 焊后保温
焊后保温3、重点控制工序
3.1 坡口角度
在当晚工程工程建设施工中,他们严格执行冲压工艺技术展开,首先对焊缝展开检查,因厂家到货坡口角度过大,直接冲压的话熔敷的金属截面积偏大,对焊缝的质量有一定的影响,因而,他们再工程工程建设施工前对到货管材的坡口重新展开研磨,以确保焊缝质量。
3.2 焊缝组在及焊前预热
焊缝组在时换用外对口器展开组在,对每道焊缝的组在间隙展开测量,以确保间隙在工艺技术规定范围内。点焊完成后,对焊缝展开预热,由于刚开始冲压时,他们换用一套火焰加热工具展开预热,使得整圈焊缝的预热不均匀,随后立即增加设备,从两面同时展开预热,在预热操作过程中,他们再达到规定温度的最高值后,展开短时间的保温,使得焊缝两侧温度达到均匀一致,更好的改善焊缝应力。
3.3 组焊操作过程控制
由于管道壁厚较厚,填充层数多,因而,为提升效率,必须保证焊缝的一次合格率。为此,他们在组焊操作过程中对每个焊工展开交底,填充的2名焊工,每层焊道冲压完成,用角向砂轮机和钢丝刷清理完焊渣后,方可展开下层焊道的冲压。同时,两名焊工同时施焊时,起弧位置应相互避开,而且下层焊道与上层焊道的起弧位置也应错开。在盖面时,由1名焊工独立完成,确保焊缝外观质量,整座冲压完成,清理表皮焊渣。
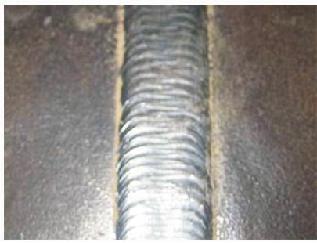 焊缝外观
焊缝外观3.4 焊后保温
整条焊缝冲压完成后,用保温被对焊缝展开保温,使其自然降温。通过他们再当晚对以上重点工序的控制,使得耳稃管道的冲压质量得到很大提升,整条注采管道和井场内的耳稃管道共计50道焊口,一次合格率达到98%,得到了业主及各方的肯定。
3.5 焊缝缺陷及分析
在此次工程工程建设施工中,注采管道全线就发生一道返修,为6点钟位置,缺陷融合,出现问题后,他们立即组织焊工对焊口展开打磨,并和检测人员在当晚确认缺陷位置,最后找出未融合部位为氩弧焊打底与第一道填充金属间未融合。
因而道焊口为管道穿越处死口,在找出位置后,他们同施焊人员和检测人员一起分析原因,主要就是因为冲压电流过小,同时由于在仰焊位置,焊工冲压速度过快造成。同时,操作空间过小也对此次缺陷有影响。
4、结束语
通过焊培中心和兄弟基层单位的努力,他们对耳稃管道的冲压工艺技术展开多次测试,并且取得了成功。同时,通过他们再当晚的课堂教学和应用领域,更进一步证实了冲压工艺技术的准确性和实用性,为整座工程工程建设的工程工程建设施工提供了依据,为整座工程工程建设质量的提升奠定了基础。

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~