
焊条电弧焊的焊接过程简图(焊条电弧焊的焊接方法)
焊条电弧焊最基本的操作有哪三个步骤
焊条电弧焊最基本的操作是引弧、运条和收尾
(一)引弧
引弧即产生电弧。焊条电弧焊是采用低电压、大电流放电产生电弧,依靠电焊条瞬时接触工件实现。引弧时必须将焊条末端与焊件表面接触形成短路,然后迅速将焊条向上提起2~4mm的距离,此时电弧即引燃。
(二)运条
电弧引燃后,就开始正常的焊接过程。为获得良好的焊,缝成形,焊条得不断地运动。焊条的运动称为运条。运条是电焊工操作技术水平的具体表现。焊缝质量的优劣、焊缝成形的好坏,主要由运条来决定。
(三)收尾
电弧中断和焊接结束时,应把收尾处的弧坑填满。若收尾时立即拉断电弧,则会形成比焊件表面低的弧坑。
在弧坑处常出现疏松、裂纹、气孔、夹渣等现象,因此焊缝完成时的收尾动作不仅是熄灭电弧,而且要填满弧坑。
扩展内容:
《焊条电弧焊》图册从焊接电弧的基础讲起,按“有认知、易学会、好掌握、能操作”的原则,由浅入深、循序渐进地讲解了焊条电弧焊的工艺理论和实操技能。本书主要内容包括:焊接技术基础知识、焊条电弧焊设备、焊条的组成和分类、焊条的型号与牌号、常用焊条焊接工艺性能及选用原则、焊条的正确保管与贮存、焊条电弧焊基本工艺知识、焊接冶金基本知识、焊接接头的组织与性能、焊条电弧焊常见焊接缺陷及其防止、典型管类和管板类焊接技术、碳弧气刨。

简述焊条电弧焊的焊接过程
首先将电焊机的输出端两极分别与焊件和焊钳连接。再用焊钳夹持电焊条。焊接时在焊条与焊件之间引出电弧,高温电弧将焊条端头与焊件局部熔化而形成熔池。然后,熔池迅速冷却、凝固形成焊缝,使分离的两块焊件牢固地连接成一整体。焊条的药皮熔化后形成熔渣覆盖在熔池上,熔渣冷却后形成渣壳对焊缝起保护作用上。最后将渣壳清除掉,接头的焊接工作就此完成。 焊芯:焊芯是焊条内被药皮包覆的金属丝。它的作用是: 起到电极的作用。即传导电流,产生电弧。 形成焊缝金属。焊芯熔化后,其液滴过渡到熔池中作为填充金属,并与熔化的母材熔合后,经冷凝成为焊缝金属。药皮:药皮是压涂在焊芯上的涂料层。它是由多种矿石粉、有机物粉、铁合金粉和粘结剂等原料按一定比例配制而成。由于药皮内有稳弧剂、造气剂和造渣剂等的存在见表5-3,所以药皮的主要作用有:稳定电弧 药皮中某些成分可促使气体粒子电离,从而使电弧容易引燃,并稳定燃烧和减少熔滴飞溅等。保护熔池 在高温电弧的作用下,药皮分解产生大量的气体和熔渣,防止熔滴和熔池金属与空气接触。熔渣凝固后形成渣壳覆盖在焊缝表面上,防止了高温焊缝金属被氧化,同时可减缓焊缝金属的冷却速度。 改善焊缝质量 通过熔池中的冶金反应进行脱氧、去硫、去磷、去氢等有害杂质,并补充被烧损的有益合金元素。/SPAN
求!!!电焊 焊接的多种手法 最好带图的 谢谢了
手工电弧焊有许多的焊接方法,具体的手法如下:
1、平焊
平焊需要根据两板的厚薄来调整焊条的角度,然后电弧要偏向厚板一边,以便使两边熔透均匀,这样可以避免许多缺陷;
2、立焊
立焊应需要采用适当的运条角度和适宜的运条方法,使用较小的电流,短弧焊接,以利焊缝成形;
3、横焊
横焊应该选择较小直径的焊条,配合恰当的焊条角度和运条方法,以短路过渡形式进行焊接,避免焊接缺陷;
4、仰焊
仰焊为使熔滴金属在短时间内内焊条过渡到熔池中去,必须使用最短的电弧长度、较小直径的焊条、稍快的焊接速度及合适的焊接电流,摆幅不宜太大,焊道应薄一些,以防止产生焊接缺陷。
扩展资料:
焊丝的选用方法:
1、根据被焊结构的钢种选择焊丝对于碳钢及低合金高强钢,主要是按“等强匹配”的原则,选择满足力学性能要求的焊丝。
对于耐热钢和耐候钢,主要是侧重考虑焊缝金属与母材化学成分的一致相似,以满足耐热性和耐腐蚀性等方面的要求。
2、根据被焊部件的质量要求(特别是冲击韧性)选择焊丝,要在确保焊接接头性能的前提下,选择达到最大焊接效率及降低焊接成本的焊接材料。
3、根据现场焊接位置对应于被焊工件的板厚选择所使用的焊丝直径,确定所使用的电流值,参考各生产厂的产品介绍资料及使用经验,选择适合于焊接位置及使用电流的焊丝牌号。
参考资料来源:
百度百科-焊接
简述焊条电弧焊的基本过程
首先将电焊机的输出端两极分别与焊件和焊钳连接。再用焊钳夹持电焊条。焊接时在焊条与焊件之间引出电弧,高温电弧将焊条端头与焊件局部熔化而形成熔池。然后,熔池迅速冷却、凝固形成焊缝,使分离的两块焊件牢固地连接成一整体。焊条的药皮熔化后形成熔渣覆盖在熔池上,熔渣冷却后形成渣壳对焊缝起保护作用上。最后将渣壳清除掉,接头的焊接工作就此完成。
焊芯:焊芯是焊条内被药皮包覆的金属丝。它的作用是:
起到电极的作用。即传导电流,产生电弧。
形成焊缝金属。焊芯熔化后,其液滴过渡到熔池中作为填充金属,并与熔化的母材熔合后,经冷凝成为焊缝金属。药皮:药皮是压涂在焊芯上的涂料层。它是由多种矿石粉、有机物粉、铁合金粉和粘结剂等原料按一定比例配制而成。由于药皮内有稳弧剂、造气剂和造渣剂等的存在见表5-3,所以药皮的主要作用有:稳定电弧
药皮中某些成分可促使气体粒子电离,从而使电弧容易引燃,并稳定燃烧和减少熔滴飞溅等。保护熔池
在高温电弧的作用下,药皮分解产生大量的气体和熔渣,防止熔滴和熔池金属与空气接触。熔渣凝固后形成渣壳覆盖在焊缝表面上,防止了高温焊缝金属被氧化,同时可减缓焊缝金属的冷却速度。
改善焊缝质量
通过熔池中的冶金反应进行脱氧、去硫、去磷、去氢等有害杂质,并补充被烧损的有益合金元素。
电焊技术基本手法图
如图所示:
主要是多练手要稳电流要合适。告诉你一个要诀:焊接人机料法环,操作技艺占为先。手脑合一重要,切忌浮躁心不专。
右手僵硬是大忌,内旋外旋施时变。纵横并进三方向,牢记焊接三要点。焊前组对按规范,焊条质优且要干。引燃电弧有技巧,划擦撞击可任选。电弧燃后心莫急,预热母材挺关键。
扩展资料:
主要分为电弧焊技术和电阻焊技术
电弧焊技术主要包括:手弧焊技术、埋弧焊技术、钨极气体保护电弧焊技术、等离子弧焊技术、熔化极气体保护电弧焊技术、管状焊丝电弧焊技术。
电阻焊主要是以电阻热为能源的一类焊接方法,包括以熔渣电阻热为能源的电渣焊和以固体电阻热为能源的电阻焊。
常用焊接方法分类
焊接是一种不可拆卸的连接方法;它通过加热,加压或两者兼施的方法使两个分离的零件结合在一起。
焊接的方法很多,按其焊接过程的特点,可把它们归纳为熔焊、压焊和钎焊三大类。
熔焊:一般来说,是将两个被焊的工件局部加热到熔化状态,同时加入(也可不加入)填充金属,形成共同的熔池,冷却后则形成牢固的接头。这是一种常用的焊接方法,它包括手工电弧焊和气焊等。
压焊:是利用焊接时施加一定的压力,使两焊接件接触处的金属结合在一起的连接方法。这种焊接根据焊接时是否加热又可分为两种形式:一种是将被焊金属接触处局部加热至塑性状态或局部熔化状态,然后施加一定的压力,使金属结合在一起;另一种形式是不进行加热,只是在金属的接触面上施加足够大的压力,借助于压力所引起的塑性变形,使原子间相互接近而获得牢固的压挤焊接点。属于前者的有锻焊、接触焊、摩擦焊;属于后者的有冷压焊、爆炸焊。
钎焊:是把熔点比焊件低的钎料和焊件共同加热,在焊件不熔化而钎料熔化的情况下,两种材料互相扩散形成钎焊接头。钎焊又有硬钎焊和软纤焊之分。钎焊加热温度低,变形小,接头光滑平整。
在地勘钻探施工中,通常使用的焊接方法是手工电弧焊(又称电焊)和气焊与气割。
(一)电焊
如图4-38所示为手工电弧焊焊接过程简图;1为电焊机,2为焊钳,3为焊条,4是被焊接的工件。工作时,金属电焊条夹在焊钳里和电源的一极相连接,工件则和电源的另一极相连。操作时,使焊条和工件瞬时接触以形成短路,随即提起焊条,使之与工件距离2~4mm,从而引燃电弧。被焊工件与焊条在电弧加热下熔化形成共同的熔池5,随着电弧沿着焊缝不断移动,新的熔池不断形成,原先熔池冷却凝固形成一条牢固的连接焊缝。图中箭头a表示随着焊条不断熔化而需要的焊条送进运动。
图4-38 手工电弧焊
1—电焊机;2—焊钳;3—焊条;4—焊件;5—熔池
1.手工电弧焊工艺
手工电弧焊工艺包括焊接接头、焊缝在空间的位置和焊接规范三个方面。
(1)焊接接头
用焊接方法把两块钢板连接在一起的地方叫作焊接接头。
焊接接头由焊缝、熔合区和热影响区组成。焊缝是指焊件经焊接后所形成的结合部分。热影响区是指焊件受热的影响(但未熔化)而发生金相组织和力学性能变化的区域。熔合区则是由焊缝向热影响区过渡的区域。为了保证焊缝可靠熔透和成形良好,熔池有良好的结晶条件;在焊前将焊件的待焊部位加工成一定几何形状的沟槽,这就叫开坡口。
根据被焊工件的结构形状、厚度及工作条件对接头质量的要求不同,焊接接头有对接、搭接、T形接、角接和卷边接等形式。
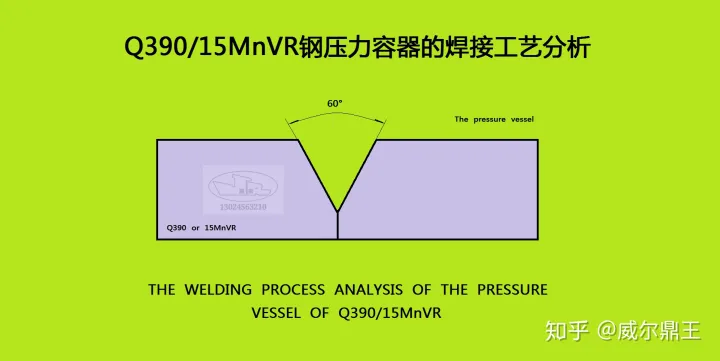
1)对接接头。如图4-39所示的形式;两焊件端面相对平行的接头称为对接接头。它的受力情况较好,应力集中程度较小,是各种结构中采用最多的一种接头形式。接头的坡口形式很多,常用的有:①I形坡口。如图4-39a所示形式。一般适用于厚度小于6mm钢板的对接。采用单面焊或双面焊即可焊透,为了使电弧能深入金属进行加热,保证焊透,接边之间可留0~2.5mm间隙。被焊工件厚度增大时,间隙也需相应增大,否则可能引起未焊透。这种接头的接边制备和装配较方便,需用焊条量少,焊接生产率较高。②Y形坡口。如图4-39b所示形式。适用于板厚为3~26mm。③双Y形坡口。如图4-39c所示。适用于板厚12~60mm。④带钝边U形坡口。如图4-39d所示形式。适用于板厚20~60mm。⑤带钝边双U形坡口。如图4-39e所示形式。适用于板厚大于30mm。各种坡口的坡口角度、根部间隙、钝边(接边直边部分高度)、根部半径R等尺寸(图4-39)。
图4-39 对接接头(单位:mm)
a—I形坡口;b—Y形坡口;c—双Y形坡口;d—带钝边U形坡口;e—带钝边双U形坡口
2)搭接接头。如图4-40所示的形式。由两块钢板部分搭叠,沿着一块板或两块板的边缘进行焊接,或在上面一块钢板上开孔,采用塞焊把两块钢板焊在一起的接头称为搭接接头。图4-40中,l、c和塞焊点间距由设计确定。搭接接头一般用于厚度为10~20mm的板料焊接,搭接的长度一般为板厚的3~5倍。必须两面施焊,一般承载能力不高。这种接头消耗钢板较多,增加了结构的自重,在受外力作用时,因两工件不在同一平面上,能产生很大的力矩,使焊缝应力复杂,所以接头承载能力低,在结构设计中应尽量避免采用搭接接头。
图4-40 搭接接头(单位:mm)
3)T形接头。如图4-41所示的形式。由两块钢板成T字形结合的接头称为T形接头。有的又把它称为丁字接头。T形接头也可开I形、带钝边单边V形、带钝边双单边V形以及带钝边双J形坡口等形式。T形接头钢板厚度在2~30mm时,可采用I形坡口(图4-41a);它通常是不需要焊透的,但需要保证两边焊脚K等于工件厚度。当立板较厚或对于重要焊接而又需要焊透时,应采用如图4-41b、图4-41c、图4-41d所示形式的坡口。
图4-41 T形接头(单位:mm)
4)角接接头。如图4-42所示的形式。它是在两块钢板的端部组成30~150°角度的连接接头。同样根据工件厚度和强度要求可分为I形坡口的平接或错接,带钝边的单边V形和双单边V形、Y形坡口等形式。一般焊接件可采用如图4-42a所示的形式。若工件厚度在10mm以上时,为了保证焊透,可使两工件搭接上3~5mm(图4-42b);若操作方便,还可在两工件之间保持l~2mm的间隙再焊接(图4-42c)。
图4-42 角接接头(单位:mm)
5)卷边接头。如图4-43所示形式。一般适用于厚度在2mm以下的薄金属板。焊前将接头边缘用弯板机或手工进行卷边;焊时可不加填充金属,靠电弧熔化卷边,待金属凝固后即形成焊缝。卷边接头的特点是接边的制备和装配方便,生产率高,但承载能力低,只能用于载荷较小的薄壳结构。
图4-43 卷边接头
(2)焊缝在空间的位置
焊接时按照焊缝在空间的位置可分为平焊、立焊、横焊和仰焊几种形式。如图4-44a所示形式为平焊;如图4-44b所示形式为横焊和立焊;如图4-44c所示形式为仰焊。平焊操作方便,易保证质量,仰焊工艺性差。
图4-44 焊缝在空间的位置
(3)焊接规范
焊接规范包括所用焊条直径的大小、焊接电流和焊接速度三个方面的内容。它是影响焊接质量和生产率的重要因素。因为焊接速度取决于焊条直径和焊接电流。所以焊接规范主要指的是焊条直径和焊接电流。
焊条直径的选择依据是工件厚度和接头形式,原则上在保证焊接质量的前提下尽可能选用大直径焊条,从而可以提高生产率。
2.电焊设备机具
(1)电焊机
目前国内使用的电焊设备有直流弧电焊机、交流弧电焊机和焊接整流器三种。在施工现场常用的是交流弧电焊机(图4-45)。其主体为一个特殊降压变压器。空载电压60~70V,工作电压30V,电流调节范围为50~450A,交流弧电焊机结构简单,维修方便,价格低但电弧稳定性较差。
图4-45 BX1-330交流弧电焊机
1—初级绕组;2,3—次级绕组;4—动铁心;5—静铁心;6—接线板;7—摇把
对电焊设备一般必须满足以下一些要求:
1)要有较高的空载电压以便引弧,同时又要保证工作安全,所以一般控制在50~90V之间。
2)短路电流不能太大,防止损坏设备。
3)电焊机要有保证电弧稳定的特殊性能。
4)焊接电流可以调节,以适应焊接件厚薄的变化。
(2)电焊用具
需配备电焊钳、面罩、焊接电缆、焊条箱、尖头手锤、钢丝刷和刷子等。另外,焊接时,工作人员必须戴皮革手套穿帆布工作服,戴脚盖及穿绝缘胶鞋,以防触电和烧伤。
(二)气焊与气割
1.气焊
(1)气焊工作原理
气焊是利用乙炔在空气中燃烧所产生的热量来熔化工件和焊丝进行焊接。
由于气焊有焊接温度比电弧焊低,加热缓慢,热量比较分散,生产率低,焊后易变形等弱点。所以气焊主要适用于焊薄钢板,有色金属及其合金,工具钢和铸铁等。乙炔为无色气体,其分子式为C2H2,它是由电石(CaC2)和水作用而获得的。
CaC2+2H2O→Ca(OH)2十C2H2
乙炔在空气中燃烧可产生2200℃的温度。而在纯氧中燃烧时则可获得3200℃的高温。
(2)气焊需要配备设备
1)氧气瓶。用来贮存氧气的一种容器,贮氧最高压力为150×105Pa。
2)减压阀种容器。用来将氧气瓶中的高压氧降低到工作压力,约(3~4)×105Pa,并保持焊接过程中压力的稳定。
3)乙炔发生器。如图4-46所示的形式,是使水和电石接触产生乙炔的装置。其种类很多,较为普遍的是,浸水式乙炔发生器。乙炔发生器的工作原理是将电石装在与浮筒连在一起的电石筐中,当电石与筒中的水接触后即发生反应放出乙炔气,乙炔气贮存在浮筒内通过导管引出。随着反应的不断进行,浮筒内贮存的乙炔越来越多,压力不断升高,使浮筒逐渐上升。当浮筒内乙炔气的压力超过工作所需压力时,浮筒上升的高度刚好可使电石离开水面,从而使反应停止。当浮筒内压力下降时,浮筒也下降使电石和水接触,反应继续进行,压力回升。从而保证焊接中压力的稳定。从浮筒中导出的乙炔首先要通过一个回火防止器再进入乙炔输送管道。回火防止器的目的是防止乙炔火焰倒流入乙炔发生器中而引起爆炸。回火的原因,往往是由于焊枪喷嘴堵塞,使混合气体喷出的速度小于燃烧速度而造成的。
图4-46 乙炔发生器
1—电石;2—浮筒;3—电石筐;4—乙炔瓶
4)焊炬(又称焊枪)。如图4-47所示形式。它是使乙炔和氧按一定比例而混合获得气焊火焰的工具。使用时,先微开氧气调节阀,再开乙炔调节阀,进行点火,然后再逐渐开大氧气调节阀,将火焰调整合适,一手拿焊枪,一手拿焊丝,沿焊缝移动进行焊接(图4-48)。
图4-47 射吸式焊炬的构造
1—乙炔调节阀;2—乙炔管;3—氧气管;4—氧气调节阀;5—喷嘴;6—射吸管;7—混合气管;8—焊嘴
2.气割
(1)气割工作原理
氧气切割称为气割。
气割时先用氧-乙炔火焰将切割处金属加热到燃烧弹点,再通过喷射高压氧气流将金属剧烈氧化成熔渣从切口中吹掉,从而将金属分开(图4-49),切割时采用切割器(图4-50)。
图4-48 气焊
图4-49 气割
图4-50 射吸式割炬的构造
1—氧气进口;2—乙炔进口;3—乙炔调节阀;4—氧气调节阀;5—高压氧气阀;6—喷嘴;7—射吸管;8—混合气管;9—高压氧气管;10—割嘴
气割的过程是首先将混合的氧、乙炔气体从割嘴喷出(图4-50),利用点燃的预热火焰将切割处金属加热至燃点,再由中央喷出口射出高压纯氧气流将溶渣吹走。
(2)气割适用范围
气割一般只适用于切割低、中碳钢,高碳钢因燃点与熔点接近,切割质量差。铸铁熔点低于它的燃点,故不能气割。有色金属因导热性好,易氧化也不能气割。
焊条电弧焊的焊接过程简图的介绍就聊到这里吧,感谢你花时间阅读本站内容,更多关于焊条电弧焊的焊接方法、焊条电弧焊的焊接过程简图的信息别忘了在本站进行查找喔。微信号:ymsc_2016
相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~