
NB—T47014标准中几个常用焊接工艺评定因素的理解
冲压工艺技术综合赞扬,在国际标准NB/T 47014中的解释为:为校正所拟订的焊件冲压工艺技术的精确性而展开的测试过程及结果赞扬。
冲压工艺技术综合赞扬的最终目的是获得冲压接点机械性能符合要求的冲压工艺技术国际标准规范,辅导实际冲压工作台。
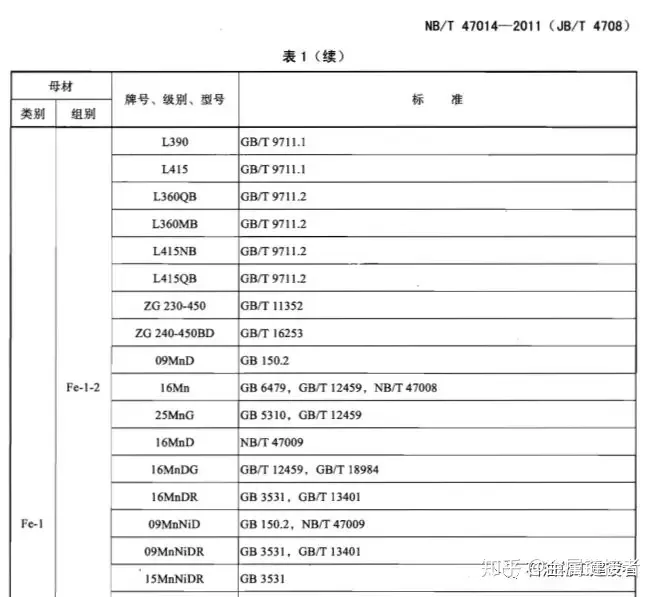
依照已校正符合要求的冲压工艺技术综合赞扬基本建设冲压工艺技术国际标准规范而则无法纯粹考量冲压工艺技术综合赞扬准则‚还要综合考量气压相匹配‚精简工艺技术、焊件施铜焊件与铜焊供给等情况。无法将冲压工艺技术综合赞扬准则当做冲压工艺技术规章‚例如对于16Mn与16Mn相焊‚从冲压接点的机械性能相匹配起程,铜焊车牌号J507可综合赞扬符合要求。
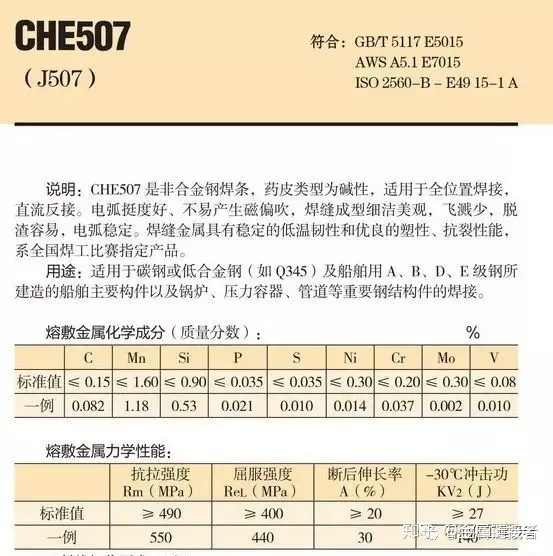
依照NB/T 47014‚综合赞扬符合要求的冲压工艺技术可以用于16Mn和20R的冲压接点‚但铜焊车牌号J507无法变。从气压相匹配考量16Mn和20R相焊最好用J427铜焊‚但发生改变铜焊车牌号要重新综合赞扬工艺技术。
此外在冲压工艺技术综合赞扬不利因素中也有三点是大家选择焊评全面覆盖时经常忽略的。
1、综合赞扬符合要求的平焊位综合赞扬无法代替立向下焊边线,也同行人立焊位试件展开压制测试。
不少企业在基本建设冲压工艺技术综合赞扬时采用平焊边线,忽略了全面覆盖立焊位。新焊评表 6 中冲压工艺技术综合赞扬不利因素冲压边线的第 3 条,从综合赞扬符合要求的冲压边线发生改变为向下立焊对铜焊电焊、熔融极液体为保护焊、钨极液体为保护焊和激光焊是CX480不利因素。也就是立焊位应用综合赞扬符合要求的平焊位冲压工艺技术综合赞扬时同行人立焊位试件展开压制测试。
同时标示chicourt上转变温度的焊后热处置或莱氏体助焊剂焊后经氧化钇处置时不作为CX480不利因素,这条规定关键性是对上转变温度和氧化钇处置的正确认识,而综合赞扬中多牵涉的是钢制。简而言之钢制氧化钇处置是将莱氏体钢制冷却到1065℃~1120℃,使铌相全部或基本熔化,碳氧化钇于莱氏体中,然后快速冷却至常压,使碳达到过饱和,焊后对莱氏体钢制沟槽展开氧化钇处置是避免晶间腐蚀的重要手段。如果产品焊后没有经过上述处置,则综合赞扬符合要求的平焊位综合赞扬无法代替立向下焊边线,也同行人立焊位试件展开压制测试。
2、单道焊与多道焊的问题
NB/T 47014 表 6 中冲压工艺技术综合赞扬不利因素技术措施第 8 条,由每面多道焊改成每面单道焊对铜焊电焊、熔融极液体为保护焊、钨极液体为保护焊、埋焊、激光焊和气电立焊既是CX480不利因素也是次要不利因素,同时标示chicourt上转变温度的焊后热处置或莱氏体助焊剂焊后经氧化钇处置时不作为CX480不利因素。
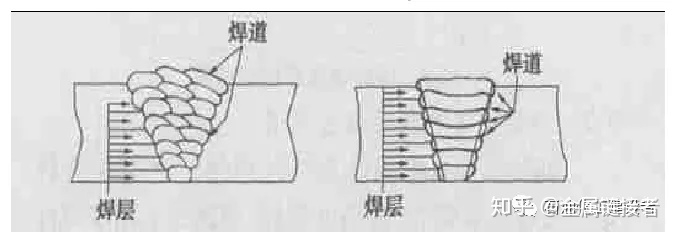
也就是当焊后不做热处置时,每面多道焊冲压工艺技术无法全面覆盖每面单道焊。而综合赞扬符合要求的单面单道焊可以代替单面多道焊,但要考量沟槽厚度和试件厚度是否全面覆盖。
更多的内容可以关注石油化工建设者公众号。

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~