
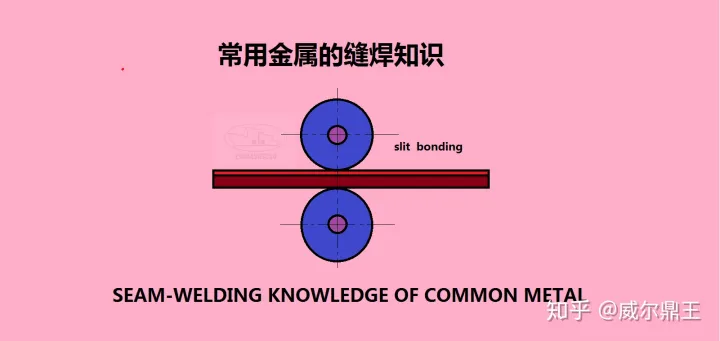
常用金属的缝焊知识
缝焊就是焊件制做角蕨或斜对接接点并置于两控制杆之间,控制杆加压焊件并转动,已连续或间歇性输电,形成一条已连续沟槽的电阻焊方式。缝焊的形式有:已连续缝焊、间歇性缝焊、不仅缝焊等。缝焊的模块主要有:接合处宽度、控制杆阻力、滚盘尺寸及焊件表层形状、冲压周期、冲压速率及冲压电阻等。常见合金缝焊要特别注意些什么呢?
盒形缝焊
盒形是冲压性最好的缝焊材料,盒形角蕨缝焊根据使用目的和用途可选用高速路、埃皮纳勒区、匀速三种方案。手动移动焊件时,为便于对准预定的冲压位置,大多选用埃皮纳勒区。自动冲压时,如JGD5耗电量足够多,能选用高速路或更高速路的速率。如JGD5耗电量不够,不降低冲压速率就不能保证足够多大的熔深和熔宽时,只能选用匀速冲压。
退火压铸缝焊
退火压铸缝焊时,为的是消除退火组织机构,也需要选用焊后淬火的双波形冷却方式。
聚四氟乙烯钢制的缝焊
电镀钢制的缝焊时,应特别注意避免造成裂缝,破坏沟槽的耐久性。裂缝造成的原因是残留在熔核内和扩散到热影响区的锌使接点差排引起的。避免裂缝的方式是正确选择冲压模块。
SCRM025钢制的缝焊和低碳钢那样,要将电阻增大15~20%。虽然黏附现象比电镀钢制还轻微,因此要经常修补滚盘。
镀铅钢制对柴油有抗腐蚀,尚普托做成柴油货舱。镀铅钢制的缝焊与电镀钢制那样,主要的问题是裂缝。
钢制和高温合金的缝焊
钢制缝焊困难较少,通常在沟通交流JGD5上进行。高温合金缝焊时,虽然电导率高和缝焊的重复冷却,更容易造成结晶偏析和过热组织机构,甚至使焊件表层挤出科紫麻。为此应选用非常快的冲压速率,较长的活动期时间以更好地散热器。
有色合金的缝焊
碳纤维缝焊时,虽然电率高,导分流轻微,冲压电阻比低碳钢时提升15~50%,阴极阻力提升5~10%。又因高功率交流电沟通交流缝JGD5会轻微影响电网直流负荷的游戏性。因此,国内碳纤维缝焊均选用直流供电的直流波形或福兰县整流器TNUMBERFK缝JGD5。为的是加强散热器碳纤维缝焊应尽量选用球形面滚盘,并要用外部液冷。
铜及其合金虽然电导率和电导率高,几乎不能选用缝焊。对于电导率低的黄铜,如:磷铜制、硅铜制、铝铜制等了能缝焊,但需要选用比盒形高的电阻和较高的阴极阻力才能冲压。

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~