
NS112镍基耐蚀合金材质介绍
NS112简述
NS112归属于镍基皮德盖钛,在200—1000℃环境温度范围内一来各式各样电介质的锈蚀,与此同时也具备较好的低温和低温机械操控性。较好的抗形变锈蚀脱落操控性,抗点蚀和空隙锈蚀脱落性。该钛对乙酸和纤维素具备较好的抗锈蚀,但在硝酸和硝酸中的抗锈蚀非常有限。对水解性和非水解性氯化钠具备较好的抗锈蚀,除此之外还可能将在氟化物中造成点蚀。用作乙酸冷却系统-乙酸的抗锈蚀,蒸气冷却管-耐热性好,冷却组件管-耐热性好等。但冲压操作过程中也难造成热裂缝、夹渣和导管等缺陷。
美标:UNS N08811德标:W.Nr.1.4876
NS112皮德盖钛的成份
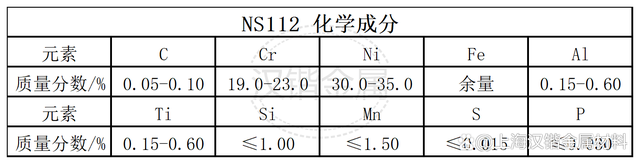
NS112冲压工艺技术
冲压方式的优先选择镍基皮德盖钛常见的冲压方式有铜焊电焊,钨极氩焊,熔融极液体为保护焊,除此之外埋焊、磨擦焊、雷射焊等也可用作皮德盖钛的冲压,但埋焊在冲压皮德盖钛操作过程难造成裂缝;综合性冲压质量、易用性、生产效率等方面考虑,本设备冲压方式采用氩焊打底,铜焊电焊填充及盖面的方式。焊材的优先选择NS112焊材可优先选择NiCrFe-2或NiCrFe-3系列,但NiCrFe-3的适用环境温度范围为480。C以下,但设备的设计环境温度为590U,所以焊材优先选择适用环境温度为9800C的NiCrFe-2系列,铜焊选用ENiCrFe-2(AWS A5.14),焊丝选用ENiCrFe-6
NS112热处理
热处理方式为稳定化热处理,热处理工艺技术参照NB/T47015—201 l规定要求,具体要求如下:(1)工件进炉环境温度不高于4000C;(2)在400


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~