
铬钼合金钢的热处理参数如何确定?
对可拆式压铸的退火明确要求,查阅有关国际标准能窥见,各国际标准(如ASME B31.3、SH/T3520、SH3501等)对相同钛浓度的可拆式压铸都作出了明确要求,如下表所示图右图:
SH/T3520-2015对可拆式压铸的退火明确要求:
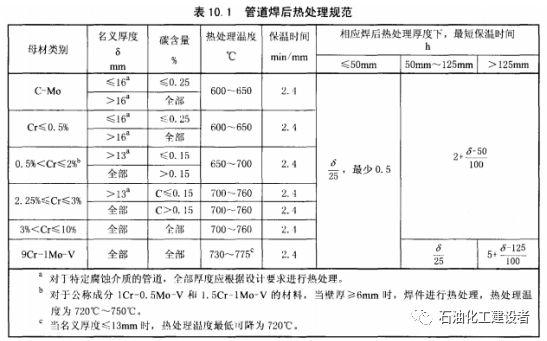
SH3501-2011对可拆式压铸的退火明确要求

ASME B31.3对可拆式压铸的退火明确要求:

但国际标准中都标明了:除结构设计文档梅塞县明确要求外,退火环境温度宜按表单明确要求继续执行。换句话说国际标准中而已对退火的模块做了所推荐,并没禁制。因而也是明确要求在那些此基础明确要求上透过测试结论来优先选择与冲压操作方式有关的退火模块,并透过冲压工艺技术综合评价确认最差的有关退火模块。
责任编辑以众所周知的P91耐热钢为例,将确认科学合理的退火模块的方式与我们撷取。
P91 钢供货状态为马氏体,冲压完成后,得到的是具有淬硬倾向且晶粒比较粗大的马氏体,透过科学合理的焊后回火退火能细化晶粒、消除残余应力、改善焊缝金属的机械性能和消除焊缝的扩散氢。
回火模块确认
根据 Larson-Miller 模块公式,我们能进行分析,在 t8/5 一定的情况下,回火环境温度越高,则模块 P 越大,韧性越好,相对的硬度也越低。
Larson-Miller 模块公式:
P=T(logt+20)×10-3,其中,T为退火环境温度,单位K;t为退火保温时间,单位h。
清华大学教授陈伯蠡在《9Cr-1Mo钢焊后退火回火模块P值得确认》一文中,透过对9Cr-1Mo钢模拟粗晶区回火后性能的研究,分别对比了t8/5 分别为60s、13s时的室温冲击韧性和硬度值,确认了该钢合适的焊后回火模块P值的范围为20-22,并透过力学性能测试,验证其所确认的回火模块P值满足性能明确要求。


参考Ac1 相线环境温度和母材的最终供货状态的回火环境温度
对P91钢,如果回火环境温度过高,超过了Ac1相线环境温度,马氏体会重新转化成奥氏体,在降温的过程中,生成新的未回火马氏体,硬度增加,降低焊缝金属的高温持久度。相反,如回火环境温度过低,则不能达到退火目的,对材料的韧性等力学性能指标无法保证;从母材方面考虑,如焊后回火环境温度高于母材最终供货状态的回火环境温度,也会破坏母材的性能。
查阅瓦卢瑞克·曼内斯曼钢管公司的T/P91钢制造手册,母材是在750℃~780℃ 环境温度下进行最终回火,瓦卢瑞克·曼内斯曼钢管公司透过膨胀差异法测得钢管的 Ac1 环境温度 800~830℃,焊后退火环境温度应控制在 Ac1 环境温度以下 30℃左右,即750℃-760℃左右。
但也要考虑焊材制造厂家的的对焊材的退火所推荐环境温度,相同焊材的制造生产厂家添加的钛元素有所相同,特别对Mn和Ni元素,镍元素和锰元素浓度如超过了母材规定的上限会显著地提高焊缝的韧性,同时也会降低Ac1的环境温度,因而要限制Mn和Ni的钛浓度,一般对P91钢的焊材,在材质证明书中都会提及:Mn+Ni小于1.5%。
上述提及的两种退火模块确认的方式,但最终都是要透过冲压工艺技术综合评价确认最差的有关退火模块。
如有对文中提及的文献感兴趣,可在公众号后来留言获取!
更多资料获取方式
NB/T 47014国际标准中几个常用冲压工艺技术综合评价因素的理解
冲压前的预热环境温度是否越高越好?怎样界定预热环境温度的上线?
奥氏体不锈钢与碳钢冲压为什么优先选择309系列冲压材料?
[异种钢冲压]奥氏体不锈钢与耐热钢冲压是否要进行退火?
工程现场怎样区分各种焊工证
退火时机对焊缝性能的影响,文末有资料撷取!
J422焊条是否需要烘干?最全的J422焊条介绍
你知道X100吗?油气管线用钢发展历程,一文讲清楚!
不锈钢的分类
P91钢的冲压及退火工艺技术控制
TP347不锈钢冲压后需要稳定化处理吗?


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~