我作为一个一线参与者来单纯谈谈自己的看法:
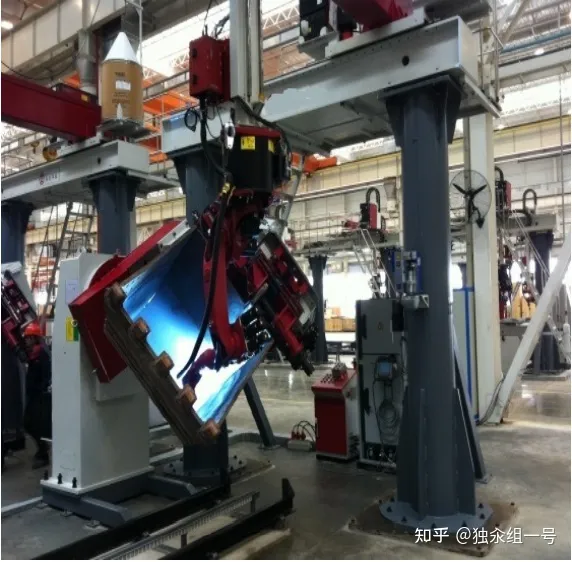
先单纯回答阁下的难题,如何恰当放置焊件,姑且限定为固定式场景,小钻孔,固定式T5800,混凝土,无须熔接焊住就行。此种难题解决方案一般只须要在来料端确认钻孔面目方可,分三种情况:来料假如不是数能,基本就是机械设备手移位截取方可,这个无须听觉,前工序输送带整齐的把钻孔传送过来,高级点就开不接近开关,不用也行,然后直接截取,放到T5800上,汽缸扣住,直接冲压方可。这是辰视智能的案例http://www.cosmosvisiontech.com/main/jjfa/jdal/index.shtml来料假如是数能,分输送带和料框三种,输送带数能基本就是三种情况,旋转或者移位数值,整个2D照相机在来料端拍个照,把面目位置相关信息处理后给到机械设备臂方可;假如是料框就麻烦点,有的是用双目照相机,有的是用雷射加听觉,总的也是辨识面目,规划机械设备臂截取方向,涉及一些图像辨识算法,最优面目方向等难题,有一定门槛,之前主要就是出口居多,总价顶2-3套机械设备臂,最近几年升级换代换代崛起,特别是高校的大佬进入,现阶段亚洲地区梅贝茨德、迁移信息技术、熵智信息技术、埃尔森等都做的不错,总价只有出口的1\5-1\10,现阶段进入大规模应用领域前夕,主要就还是集中在汽车零配件厂商,和江浙、广东居多,这些地方企业对新事物的接受意愿和价格敏感度都比较合适。对于大型钻孔,1000mm×1000mm以上的,以及一些三维复杂沟槽的钻孔,另一方面须要联轴不定式机,另一方面体积和质量对机器要求过高,此种钻孔的难题无此放置而在沟槽辨识与沟槽追踪。主要就是多零件低碳钢组在往往会导致间隙不一致,前后左右数值多,且无法避免,此种一般在建筑材料梁柱,集装箱,拖拉机客舱板,列车货运客舱,工程机械设备。现阶段解决办法主要就是加雷射追踪,但是雷射追踪能解决的非常有限,此种零配件的智能化首先对各工序的连续性都有较高要求,很少有单独在冲压这一工序上智能化做的比较理想的,多少都有些难题,须要人工补焊和打磨;国外倒是有不少做的很好的,但是他们不订货工序的技改,只做整车间的全流水线项目,这样能够确保全流程零配件的高度连续性,高精度,以及设备的配合难题,亚洲地区也有譬如烟台奥太在拖拉机客舱板,杭州固建在建筑材料梁柱,安徽类乌齐在船厂,开始采用奥尔奈的模式推进冲压智能化。总的来说冲压智能化还有很长的路要走,恰逢中国正成为最大的机器单一市场,升级换代换代譬如拉热普,永高股份,埃拉西等机器应用领域越来越多,传感器升级换代换代化也在跟进,特别是沟槽追踪领域,极大的节省了亚洲地区制造业产业发展升级换代的成本,特别致敬北京Idea智控,在确保合理利润的情况下,把雷射追踪产品总价从出口的几十上百万,弹离两位数,且致力于机器听觉产品向广大低端产业发展的应用领域普及,为亚洲地区低端工业的产业发展升级换代做出不可估量的贡献。烟台奥太某客户现场
来自杭州固建官网梁山水泊焊割某客户现场来自北京敏越在徐州重工客户现场来自北京敏越在三一重工客户现场来自美的客户现场以上图片有自己现场拍摄有友商提供,如有侵权,请联系删除。