
一起来看看如何焊接空调铜管?
1、冷气的基本知识
冷气分成室外机(冷凝器);灶具(冷凝器);压缩机剂透过风机在室外外机展开循环式,顺利完成压缩机、热泵的切换。上面是冷气压缩机热泵的设计图:
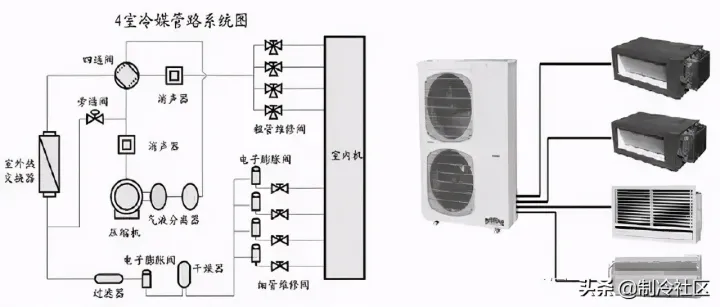
透过仁居镇阀的切换,掌控压缩机剂的流入,来顺利完成压缩机和热泵切换。
2、加热掌控系统的基本原理
冷气内的各局品依次透过长笛相连后,被全然密闭出来,逐步形成阀门。该阀门内所带了「压缩机剂」,冲压组织工作是将阀门焊好,无法外泄,以使压缩机剂在阀门中壳状,无法外泄,这种能提升冷气的产品品质,减少冷气的锻造生产成本,增加对自然环境的负面影响。

压缩机:风机→仁居镇阀→灶具→室外机,这种冷气掌控系统就顺利完成了压缩机。
热泵:风机→仁居镇阀→室外机→灶具,这种冷气掌控系统就顺利完成了热泵。
3、冷气各局品的内部结构及促进作用:

4、各局件的促进作用
风机:使压缩机剂在风机内处在退火的状况,以期使压缩机剂天然气,使压缩机剂在阀门之中展开循环式,风机内会有风机油,风机油的促进作用是给风机回转提升润滑剂,增加磨擦,并能起著加热促进作用。
冷却系统:过滤器沉淀物、潮湿水份。
冷凝器:加热压缩机剂;
仁居镇阀:压缩机热泵的切换;
阀门掌控系统:压缩机剂商品生产的阀门;
阀板:与室外机连接的开关;
电子膨胀阀:掌控压缩机剂的流量大小。
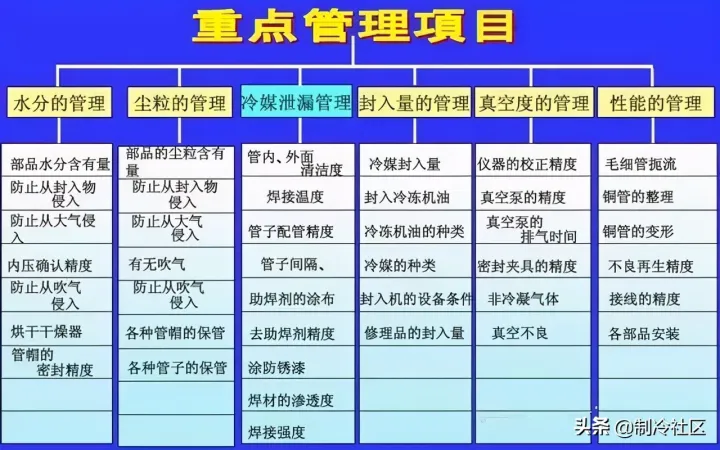
保证加热掌控系统产品品质的重点管理项目
冲压要点
①安全教育
焊炬的结构及射吸式焊枪点检方法
气体瓶、枪带的点检方法
焊炬的各局件使用方法
乙炔・氧气・氮气压力
O2:0.2~0.5MPa;
C2H2:0.05~0.1MPa
N2:0.2~0.5MPa;氮气置换,连续充<0.1MPa
乙炔・氧气・氮气软管颜色
O2:蓝色
C2H2:红色
N2:黑色
(防护眼镜・手套・长袖组织工作服)
减压阀使用及结构
换气瓶注意事项
回火器促进作用、基本原理及产生原因。
②加热方法
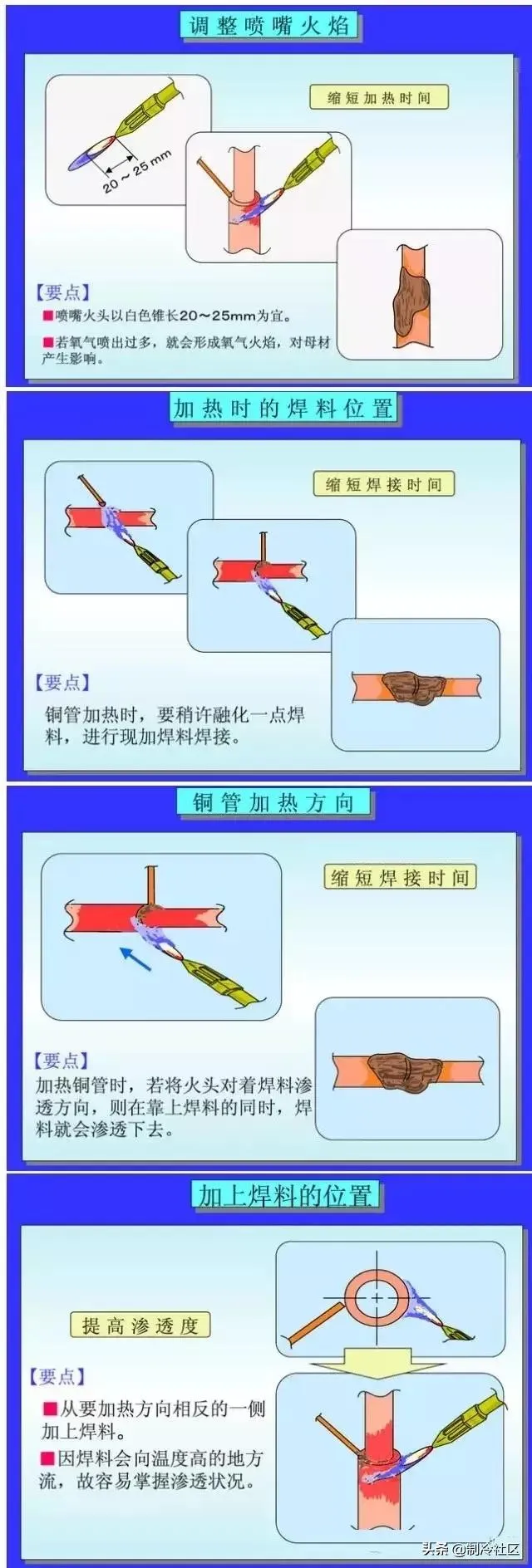
焊炬点火方法及火焰调整方法
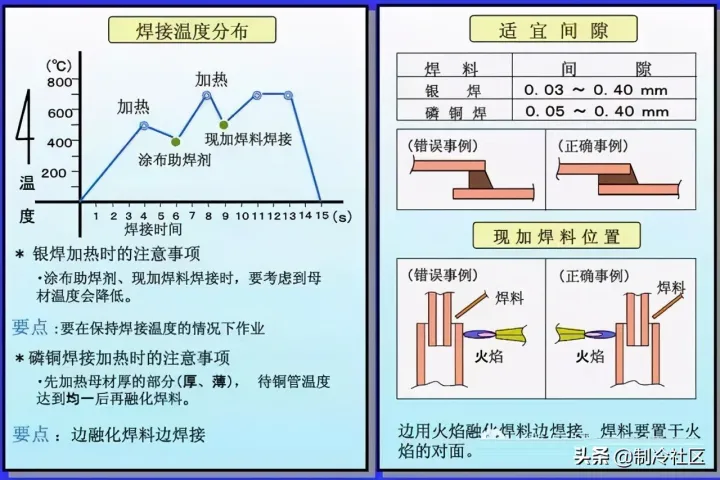
加热长笛,直至能用目视判断已达到740~840℃的管色。
实际地体验一下长笛融化(出现孔)的温度。(1038℃)
保持10秒钟冲压温度(740~840℃)。
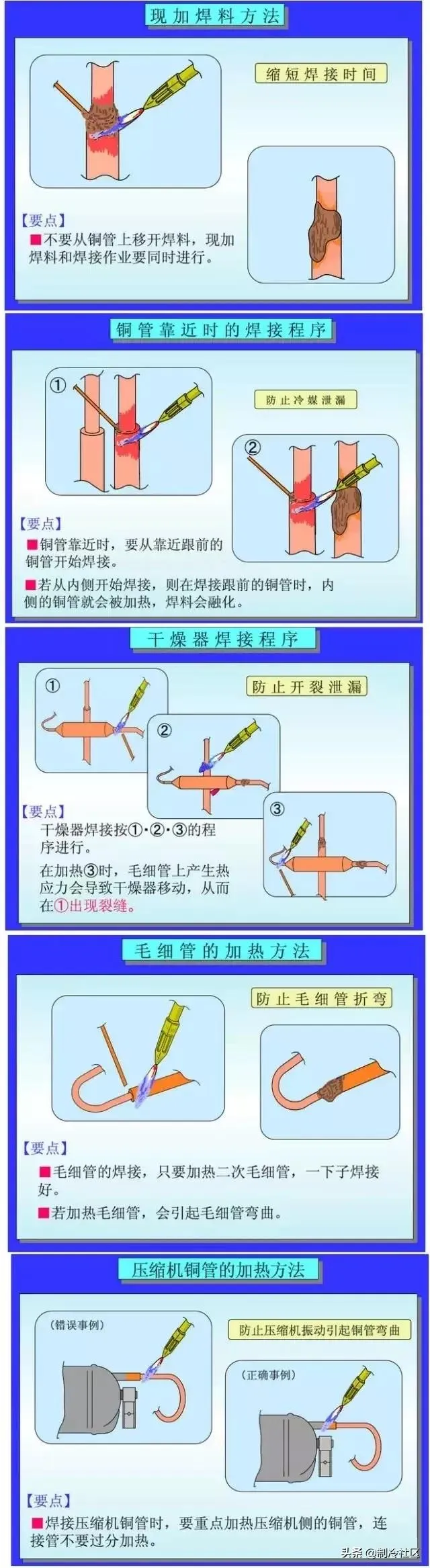
③焊料的现加方法
使用1.6mm×0%焊料
现加焊料位置(与加热方法相反)
现加焊料的时机
焊料的滴淌现象(温度差引起的滴淌)
④冲压的实技(生产线外)
使用4.95mm和4.76mm
备妥工具
台钳(固定管子)、小铁锯、布砂皮纸、锉刀
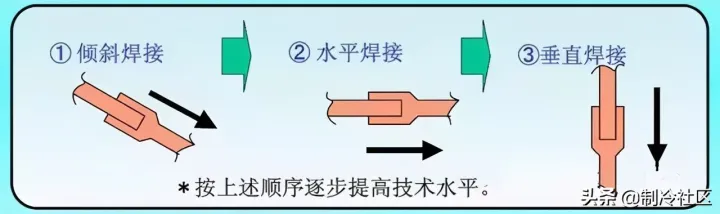
⑤冲压的实技(生产线内)
先以4.95mm和4.76mm长笛部位练习。
刚开始以1处/2台展开,以后再逐步提升频度。
不要在加工状况下指导,应透过温度展开指导。
冲压的特征
长笛连接
焊料的熔点为435℃
焊料以毛细管现象展开壳状。
冲压作业的步骤
最佳的间隙
母材和材料的清洁
适宜的管子连接与保持
透过加热将焊料融化后使其壳状
冲压后的表面洗净
冲压的温度和适宜的温度
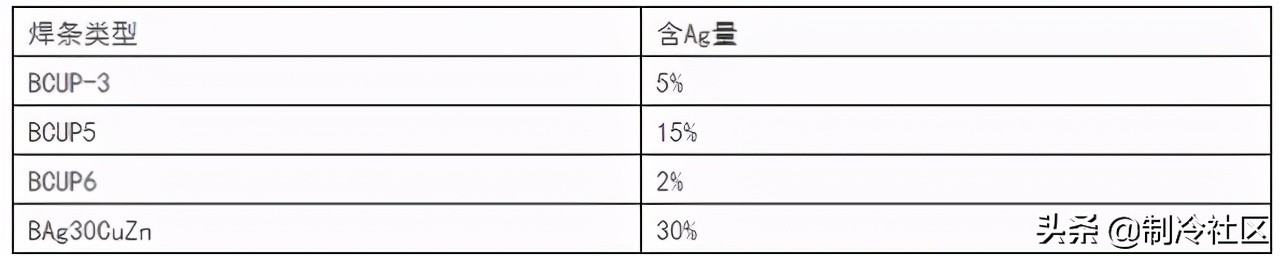
焊条类型:
焊剂的促进作用:
1、热稳定性
2、润湿性
3、清洗性
4、隔绝空气、防止再次氧化,不产生夹渣。
火焰的种类:
中性火焰:氧气与乙炔体积比为1~1.2之间;铜。
碳化火焰:氧气与乙炔体积比<1;铝
氧化火焰:氧气与乙炔体积比>1.2 铁铁冲压
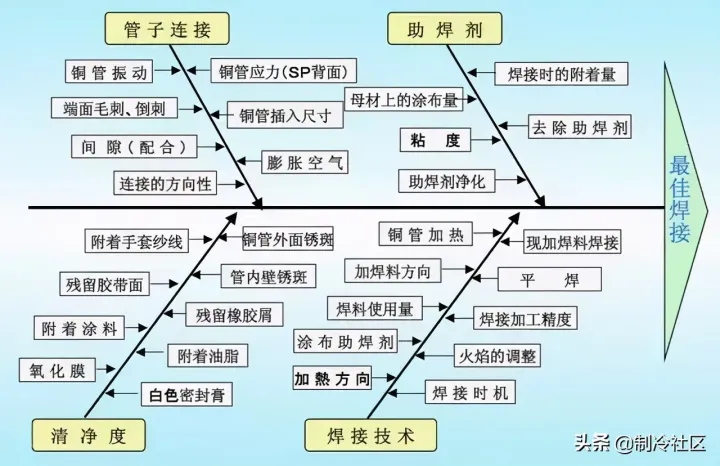
冲压时导致泄漏的要因分析
冲压实技

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~