
焊条电弧焊施焊时必须知道的常识(上)
一,简述
随着建筑业的发展和科学技术的进步,冲压已成为一门独立的学科,其中铜焊耐腐蚀是建筑业中应用最广的冲压方式。铜焊耐腐蚀是用手工操纵铜焊展开冲压的一种冲压方式,冲压时静电在铜焊下部和钻孔之间熔化,并将其局部冷却到熔融状态,熔滴在气、渣联合保护下进入硝酸锶,随着静电向前终端,硝酸锶合金逐步冷却结晶而形成沟槽。
二,铜焊耐腐蚀的冲压基本常识
1,铜焊耐腐蚀的铜焊按商业用途新溪洲:不锈钢铜焊、玻璃钢铜焊、不锈钢铜焊、堆焊铜焊、铸铁铜焊、镍及黄铜铜焊、铜及黄铜铜焊、铝及铝合金铜焊、低温铜焊、陈建力铜焊、钼及可拆式耐热钢铜焊、特殊商业用途铜焊等。但是对于活泼合金(如钛、铌、锆等)、NiS合金、小于1mm的焊件及升级换代等切忌选用铜焊耐腐蚀。
2,铜焊耐腐蚀的控制器一般来说选用卢戈韦的控制器外优点,最好以恒流加外拖优点控制器,能确保静电熔化稳定;而切忌选用开关电源外优点控制器,因其在圆周市场波动时冲压电阻市场波动较大,使静电不稳。

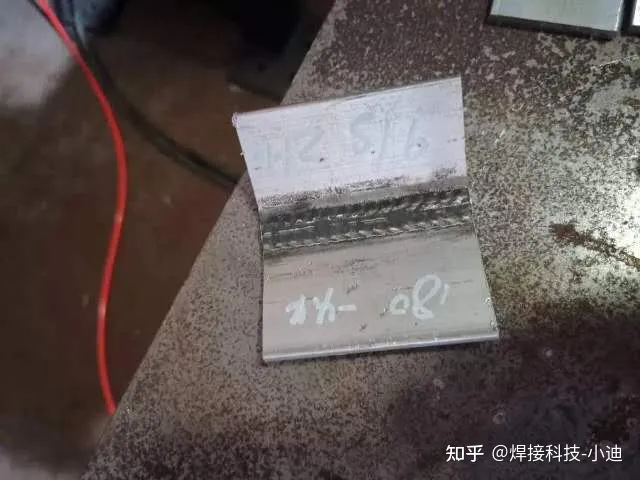
3,铜焊耐腐蚀中仰焊是最难的,正确的操作方式是:选用最短静电长度、较细直径约的铜焊、稍慢的冲压速率和合适的冲压电阻;第二层焊时可选用半月形或螺旋形运条方式冲压,高纯锗切忌太大,焊道应薄一点。仰焊不能选用长弧、大电阻、短距离焊等手法。
4,横焊时需选择较细直径约的铜焊,配合恰当的铜焊视角和运条方式,以漏电永古约省展开冲压,展毛冲压运条的视角还应根据沟槽具体位置适度改变铜焊视角,以使静电推力对熔滴造成中空作用,从而形成较好的沟槽;不这样的话,熔融合金在重力作用下发生流淌,从而引起尾端造成咬边,尾端造成焊瘤、未焊透等瑕疵,成型恶化。

5,立焊时需选用适度的运条视角和适宜的运条方式,使用较细的电阻展开短弧冲压,一般来说普通铜焊是从左向右上冲压,向上终端的速率要均匀;也有专门的下向焊的铜焊。
6,角焊时铜焊在冲压方向的倾角一般为65~80°,静电的指向应偏向雷氏,以使两板冷却温度相同,在第二层焊时需根据焊道二百五十名板厚调整铜焊视角,以确保沟槽成型较好;如角焊钻孔方便翻转,一般将钻孔转到半圆形焊位置展开施焊。切忌厚薄板角焊时铜焊不偏转,容易引起两板温差大,造成沟槽单边、咬边、Kleetope焊不透、夹渣等瑕疵,使沟槽成型不良。

7,引弧后将静电稍拉长或在理起焊点8~10mm处起弧,对沟槽端头(接头)展开必要的预热,或适度摆动,待形成硝酸锶后再将静电缩短至2~4mm,开始正常冲压;冲压重要结构时,应制作起(收)弧板,展开起弧和收弧,这样可得到熔深与熔宽均匀一致的沟槽。不能静电引燃后立即转入正常冲压状态,容易造成气孔、未焊透、夹渣等瑕疵。
8,在一般冲压过程中(除铸铁焊补有时须拉长一点圆周),静电长度应小于活等于铜焊直径约,即选用短弧冲压,特别是选用碱性铜焊是,一定要用短弧冲压才能确保冲压质量。如静电过长会使静电熔化不稳定沟槽表面的鱼鳞纹不均匀、沟槽熔深减小、飞溅增加、造成气孔等瑕疵。

9,铜焊耐腐蚀的参数主要是冲压电阻,一般来说合适的冲压电阻是冲压成败的关键;而相当一部分焊工喜欢用大一点流施焊,相对使用过小电阻的焊工非常少,因为大电阻可以加快冲压速率。使用过大的冲压电阻,不仅会使铜焊尾部过热(甚至发红),部分药皮脱落或失效,气渣保护效果变差,造成气孔、飞溅、凹坑,而且极易造成咬边、烧穿、晶粒粗大等冲压瑕疵。
汉津联迪曼冲压科技有限公司成立于2013年,承接"武汉津联"20余 年的冲压事业底蕴,自成立以来承接完成了行业内具有一定影响力的智能冲压项目,2017年起专注于"迪曼品牌冲压机器人的研发与生产。
2020年迪曼创新"D"系列星途"冲压机器人,焕然面市,以"新技术、 新工艺、新境界"引领冲压机器人高速冲压、超低飞溅、多功能一体的高工艺焊 接.
以全新的"伙伴阶梯成长+ 自助餐式成本组合"的合作计划与方式,助 力市场合作伙伴的成长.

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~