
压力容器许可证办理,压力容器焊接方法有哪些
建筑施工许可办理手续,建筑施工锻造许可办理手续,建筑施工证照办理手续,建筑施工审图办理手续。
建筑施工锻造许可的冲压方式:
冲压

封头拼缝
封头船帆缝通常是在智能手机状况下顺利完成的,冲压前提较为好,宽度小于10mm的船帆缝宜选用铜焊耐腐蚀冲压,宽度小于10mm的,宜选用铜焊耐腐蚀+埋弧手动焊的女团焊。
02
筒体纵缝
筒体纵缝大多选用铜焊耐腐蚀和埋弧手动焊,如何筒体内径小于500mm,还需要手工钨极氩弧焊打底。
对于大宽度的某些高强钢筒体纵缝选用电渣焊。
03
筒体环缝
筒体环缝大多选用铜焊耐腐蚀和埋弧手动焊,对于宽度较大的筒体,尽量选用窄间隙埋弧手动焊。
04
接管冲压
接管与壳体通常选用铜焊耐腐蚀和埋弧手动焊。
05
容器内壁堆焊
容器内壁堆焊主要冲压方式有:铜焊耐腐蚀、埋弧手动焊、气保堆焊等。
06
球壳冲压
球壳冲压目前主要选用铜焊耐腐蚀、埋弧手动焊、全位置气体保护手动焊。其中,铜焊耐腐蚀因为操作灵活、工艺简单,现场组装球罐用的较多;埋弧手动焊,多用于球壳上下极板的拼缝;全位置气体保护焊,现场组装冲压时选用较多,效率高、劳动强度低。
07
管子-管板连接
管子管板接头常用的冲压方式有:铜焊耐腐蚀、手工钨极氩弧焊、全位置手动钨极氩弧焊,其中全位置手动钨极氩弧焊冲压质量最好。
如下图所示,上面提到的铜焊耐腐蚀、埋弧手动焊、钨极氩弧焊、气保焊,在冲压方式的分类中都属于耐腐蚀。建筑施工冲压也通常选用耐腐蚀,见HG/T 20584 7.4.1。
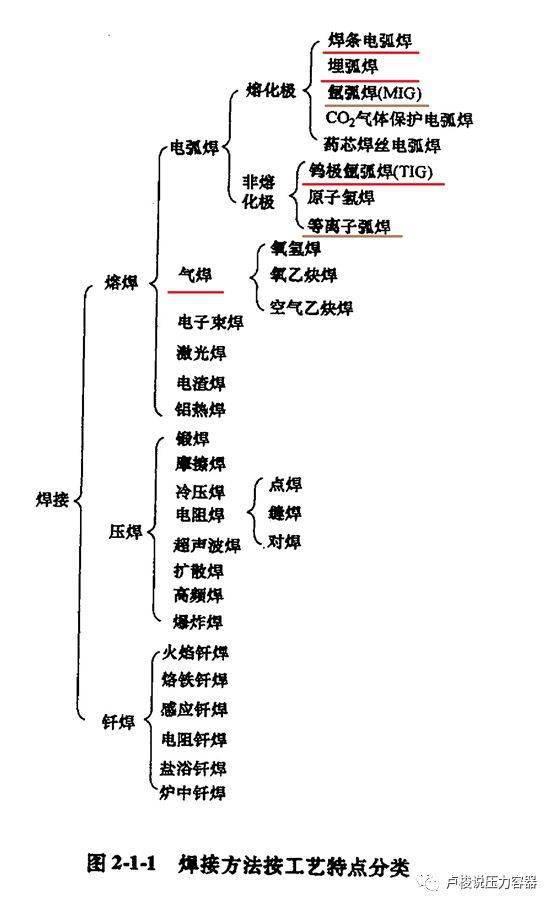
现摘录陈祝年编著的《冲压工程师手册》(第二版)中关于上述各种冲压方式的介绍,这书网上可以找到,更详细地介绍可以翻书。
1.铜焊耐腐蚀,也称手工耐腐蚀,SMAW。它的主要特点是:设备简单、操作灵活,不受场地和冲压位置限制,可焊金属材料范围广,但劳动前提较差、效率较低,多用于宽度3~40mm钢板。
2.埋弧手动焊,SAW,是一种半手动冲压广场,主要特点:生产效率高、焊缝质量好、劳动前提好、节省能源和材料,但只适用于平焊或横焊,稍微复杂点的位置难以使用,需要选用较多的辅助装置,灵活性差点。
3.氩弧焊
氩弧焊分为非熔化极氩弧焊TIG和熔化极氩弧焊MIG。 钨极氩弧焊为非熔化极氩弧焊,钨的熔点很高。而如果焊丝作为电极,就是熔化极氩弧焊。
4.气保焊
事实上,利用气体作为电弧介质并保护电弧和焊缝区都可以称之为气体保护焊,比如前面的TIG、MIG,它们将氩气作为保护气体。
但如果单叫气体保护焊,多指CO2气体保护焊,也称气保焊,或二保焊。CO2气体保护焊,是一种熔化极气体保护焊MAG,目前主要用于建筑施工中非承压件的冲压,因为冲压质量不够理想。
另,气保焊和气焊不要看差了,气焊是将气体燃烧,熔化焊件和冲压材料使之结合的方式,不属于耐腐蚀。建筑施工中通常不选用气焊。
5. 另外,上面截图中耐腐蚀还提到等离子弧焊和药芯焊丝耐腐蚀。
等离子弧焊,是在氩弧焊基础上发展起来的,只是前者其弧柱中的电离程度更高。等离子弧焊适合薄壁特别是有色金属容器的冲压。
药芯焊丝耐腐蚀FCAW,实质上是一种熔化极气体保护焊,以可熔化的药芯焊丝作为一个电极,选用纯CO2或CO2+Ar气作为保护气体。

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~