
焊接人必备干货分享
甚么是引弧?引弧有什么样方式?引弧时需要注意甚么?
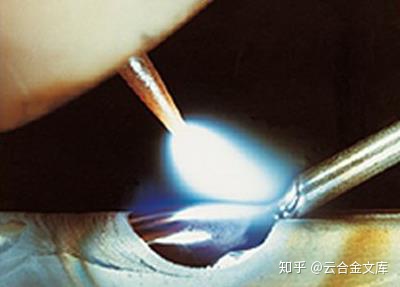
点燃并产生稳定静电的操作过程称作引弧。引弧方式有划擦引弧法和间接引弧法两种。
划擦引弧法,将铜焊尾端射向引弧处,然后象划火柴似的使铜焊在焊件表面利用陀螺轻轻地的石蜊下,划擦距离10-20公厘,并将铜焊提出诉讼3-3公厘。
间接引弧法。先将铜焊射向焊件待焊足部轻轻地野手,并将铜焊及早提出诉讼2-3公厘,即可点燃。
引弧时铜焊提出诉讼动作要快,否则难粘在钻孔上。如发生粘条、可将铜焊以内敲打后掀开,若接不行,则要缩回焊钳,阻断冲压电阻,待焊件稍冷后再作处理。
1.引弧时须要几点:
(1)引弧后应保证静电宽度不超过铜焊的直径约。引弧时不要双脚极重,防止引弧端药皮碰裂,甚至开裂,影响引弧和冲压。
(2)引弧时无法随便在焊件上熄火,尤其是耐热钢、高温钢、钢制。这是因为静电割伤足部难引起淬硬或微裂,钢制会降低抗腐蚀。
(3)引弧时,如果将铜焊与焊件相连接,通过摇晃无法拔除,应尽快将焊钳拔除,待铜焊加热后,就很难拔除来了。

2.甚么是焊前的点固?
为了固定两焊件的相对位置,焊前要在钻孔两边进行功能定位焊(通常称作点固)。
点固后要把渣清扫整洁。若焊件极短,则可内要200-300mm以内,点固两个接合处。
3.甚么叫正接?甚么叫LX1?
在冲压操作过程中,静电JGD5的两个极分别接到铜焊和焊件上,形成两个完整的冲压电阻。对三相JGD5来说,两个极其正极,另两个极其正极。当焊件接正极,焊钳(铜焊)接正极时,称作正三相(全称正接),但若称作LX1法(全称LX1)。对交流JGD5,由于控制器的阴离子是接头处的,所以不存在正接和LX1的问题。
4.铜焊静电焊冲压时如何ka?
焊缝的ka是焊缝的开始部分,由于焊件的温度低,引弧后又无法迅速的使焊件温度升高,一般情况下,这部分焊缝余高略高,熔深较浅,甚至会出现融合不良和夹渣,因此引弧后应稍微拉长静电对钻孔预热,然后压力静电进行正常冲压。平焊和碱性铜焊多采用回焊法,从距离始接合处10公厘引弧,回焊到起始点,逐渐压低静电,同时铜焊做微微摆动,从而达到所需要的焊缝宽度,然后进行正常的冲压。
5.冲压静电电压是甚么?有甚么作用?
静电两边(两电极)之间的电压降称作静电电压。它包括阴极电压降、阳极电压降和弧柱电压降,在数值上等于三个电压降之和。静电电压主要取决于静电宽度,静电长静电电压大,静电短静电电压小。静电电压大则焊缝熔宽大,静电电压小则焊缝熔宽小。在冲压操作过程中,为了获得合适的熔宽和熔深,随着冲压电流的增大,应该相应增大静电电压。

6、冲压速度是甚么?有甚么作用?
单位时间内完成的单道焊缝宽度称作冲压速度。冲压的速度取决于冲压电流的大小。冲压电流大,可提高冲压速度,但不要误认为冲压生产效率的高低取决于冲压速度;不是冲压速度越高,冲压生产效率就越高,而是冲压电流大小决定冲压生产效率的高低。冲压电流越大,单位时间内熔化金属量越多,则冲压生产效率越高。在一定冲压电流下,冲压速度的大小影响着焊道厚度。冲压速度大则焊道薄,冲压速度小则焊道厚。
7.为甚么冲压静电会偏吹?有甚么危害?
引起冲压静电偏吹的因素有以下三种:
(1)铜焊药皮偏心量极重引起静电偏吹:铜焊静电焊时,铜焊药皮的熔化速度比焊芯熔化速度慢,在冲压操作过程中铜焊药皮形成两个套管,有利于保护静电。当铜焊药皮厚薄不均匀时,厚药皮的熔化速度慢于薄药皮,则在冲压操作过程中的药皮套管宽度方向出现偏斜,势必引起静电偏向药皮薄的方向。
(2)静电区域磁场强度不均匀引起的静电偏吹:由于静电轴线两侧受到不对称磁场作双脚,静电偏向磁场强度弱的方向。静电区的一侧有良好导体(如筋板)存在时,则静电偏向导体一侧。假如连接钻孔的电缆线接到静电轴线的左侧,则静电向右侧偏吹。
(3)静电周围的气流干扰引起静电偏吹:静电顺着气流方向偏吹,即从强气流向弱气流方向偏吹。
静电偏吹的结果,破坏了静电的稳定性,使静电区保护不良,飞溅严重,可造成气孔、未焊透等冲压缺陷。

8、防止静电偏吹的措施有什么样?
防止静电偏吹的措施有:
(1)选择药皮不偏心的铜焊,并按规定烘干。
(2)采用短弧操作,以增强静电的刚度来抵消静电偏吹的影响。
(3)调整铜焊施焊角度,使铜焊倾斜角度偏向静电偏吹的反方向,通过改变施焊倾斜角度来改善静电偏吹的现象。
(4)在冲压有间隙的对接焊缝第一层焊缝时,可在间隙背部加垫板或填焊丝,以防止热对流引起的静电偏吹。也可采用逆向分段法或焊缝两边增加引弧板与熄弧板来改善热对流引起的静电偏吹。
(5)在冲压钢结构(如带筋的梁柱结构)尽可能采用交流控制器。
(6)通过改变连接焊件的电缆线(地线)足部尽可能使静电周围的磁场作双脚均匀分布。
9.铜焊静电焊时,对铜焊有甚么要求?
选用铜焊时应考虑下列原则:
(1)根据被焊金属材料类别选择相应铜焊种类(大类)。例如,冲压碳钢或普通低合金钢时,应选用结构钢铜焊。
(2)焊缝性能要和母材性能相同,或焊缝化学成分类型和母材相同以保证性能相同。
选用结构钢铜焊时,首先根据母材的抗拉强度按等强原则选用强度级别相同的结构钢铜焊。其次,对焊缝性能(延性、韧性)要求高的重要结构,或难产生裂纹的钢材和结构(厚度大、刚性大、施焊环境温度低等)冲压时,应选用碱性铜焊,甚至超低氢铜焊、高韧性铜焊。
选用钢制铜焊及钼和铬钼耐热钢铜焊时,应根据母材化学成分类型选择化学成分类型相同的铜焊。
(3)铜焊工艺性能要满足施焊要求。如在非水平位置施焊时.应选用适于各种位置冲压的铜焊。又如,向下立焊、管道冲压、底层冲压、盖面焊、重力焊时,可选用相应的专用铜焊。此外,在保证性能要求的前提下、应优先选择价格低、熔敷效率高的铜焊。

10.甚么是功能定位焊?功能定位焊应注意什么样事项?
焊前,为装配和固定焊件上的接缝位置而进行的冲压。装配与冲压是冲压结构制造操作过程中最重要的生产环节。而功能定位焊则是装配环节中经常采用的方式。因为功能定位焊缝是作为正式焊缝留在冲压结构中,因此对功能定位焊使用的铜焊、冲压工艺以及操作技能,应与正式焊缝完全一致。
功能定位焊应遵循如下要求:
(1)功能定位焊的铜焊原则上与产品焊缝相同。当采用拉紧板对合金结构钢进行功能定位焊时,允许采用比产品焊缝强度低的低氢型药皮铜焊。
(2)功能定位焊的铜焊应按规定烘干。
(3)功能定位焊的预热温度应取产品焊缝预热温度上限。功能定位焊处预热范围为功能定位焊周围约150mm。
(4)功能定位焊可采用稍大的线能量,既要焊牢又要防止咬边,可采用连续多层多道焊。
(5)避免在焊缝或结构断面突变处进行功能定位焊。
免责声明:本文系网络转载,版权归原作者所有。若涉及作品版权问题,请联系删除,谢谢!
海量冶金标准文档、最新最全冲压标准/法兰标准/冶金标准/有色金属行业标准/国家标准/国际标准下载,尽在国内专业冶金知识互助平台——云合金文库,现在注册还送下载券哦 。
相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~