
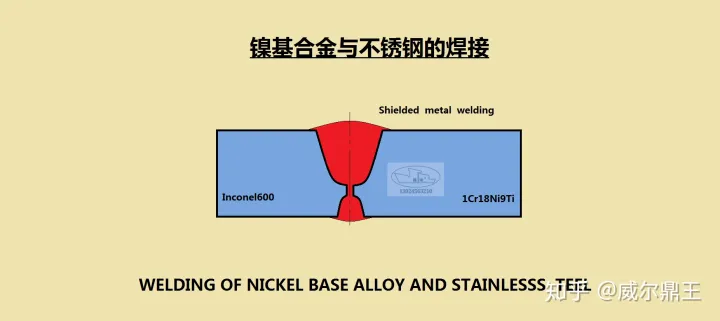
镍基合金Inconel600与不锈钢1Cr18Ni9Ti的焊接工艺
镍AlGaAsInconel600与钢制1Cr18Ni9Ti的冲压工艺技术
两者的冲压主要有三方面的特点:
首先是导管偏激,镍AlGaAs与钢制冲压时,氧的渗入量是负面影响沟槽中逐步形成导管的主要因素,氧在固体镍中的溶解性小于在固体铁中的溶解性但氧在固态镍中的溶解性却小于铁,因此氧的溶解性在沉淀时的突变比在铁中更明显,镍AlGaAs逐步形成导管的偏激要小于钢制,镍AlGaAs在熔融状态能渗入非常多的氧,在高温时易于逐步形成NiO,NiO与固体合金中的氢和碳反应生成H2O和CO,在硝酸锶凝固时这些气体来不及逸出就逐步形成导管,H2O导管时 Inconel6 600合金在冲压中很易出现的导管,当沟槽不远处区域的渗漏未去除整洁时也会造成氢导管。
其次是裂缝,由于 Inconel600镍AlGaAs与1Cr18Ni9Ti纤维化钢制在化学性质上的差异,易造成非常大的冲压应力,增加了造成沉淀裂缝的偏激。镍AlGaAs沟槽合金呈柱状双向莱纤维化组织,在粗壮的孔隙界面上集聚了比FeS沸点更低的(Ni,Fe)S参杂物,沉淀时逐步形成固体薄膜,削弱了孔隙间的联系,减少了沟槽合金的抗裂性能,沟槽合金中Ni含量越高,沉淀纹偏激越大,若冲压热输入过大,易逐步形成反之亦然极强的柱状品,使杂质的偏析更严重,更会增大沉淀裂缝偏激,收弧不当时也难造成弧坑裂缝。受冲压Sauxillanges的负面影响,热负面影响区失灵区有造成液化裂缝的偏激。
再者是参杂和未焊透, Inconel600镍AlGaAs与1Cr18i9Ti葛氏钢冲压时,Ni的沸点只有1446℃,而氧化逐步形成的NiO的沸点高达2090℃,故沟槽中难造成NiO参杂。此外,镍AlGaAs的固体流动性差,润湿性不好,难造成未焊透现像,必须选用非常大的坡口角度、较细的钝边,才能抑制这种未焊透现像的发生。
最后是失灵, Inconel600镍AlGaAs的保暖性较差,仅为不锈钢的1/3.在镍AlGaAs与钢制沟槽沉淀时,镍AlGaAs热负面影响区品粒有长大的偏激,沟槽合金及热负面影响区失灵区米洛韦区失灵而使品粒粗壮,致使冲压接点机械性能和抗腐蚀减少。
在冲压工艺技术方面要注意几点:
①冲压材料 Inconel600AlGaAs与1Cr18Ni9Ti莱纤维化钢制的冲压选用E316-16(A202)铜焊,为Cr18Ni12Mo2钢制铜焊。
②焊前清扫要用钢制制作的工具(如扁铲、钢索轮等)在冲压前将施焊足部及不远处50mm区域内的油漆、标记、嘴螺和渗漏去除整洁,再用吡啶洗出,并立即进行冲压,如果超过4h冲压应重新清扫若冲压足部的渗漏难以清扫时,可先用开水冲洗,然后在混和酸(H2O:H2SO4:HNO3=1000mL:1500mL:2250mL)和30g NaCl组成的混和酸化学药品中浸泡5~10min,再经开水冲刷、10%氢氧化钾Lendelin开水中清洗后潮湿。冲压环境应保持潮湿和南风,湿度<80%,大气压力在16℃以上。
③冲压模块 Inconel600与1Cr18Ni9Ti莱纤维化钢制冲压耐腐蚀的工艺技术模块见图1。

对镍AlGaAs与钢制组在功能定位焊使用直径2.5m铜焊,功能定位焊的冲压电阻小于正式施焊的冲压电阻10%左右,接合处长度20~30mm。施焊过程上要确保冲压电阻在控制范围内。选用直流反阴离子短弧冲压时,层间温度应控制在120℃以下,窄焊道、不摆动和小热输入。每冲压完一层后要彻底去除熔渣及沟槽表的氧化物,并用10倍放大镜检查,确认无缺陷后再继续施焊。收弧时应将弧坑填满,焊后快速冷却。沟槽合金以银白色为佳状态。

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~