
1Cr18Ni9Ti奥氏体不锈钢管焊接工艺
1Cr1 8Ni9Ti特征成份与机械电子设备性能莱氏体钢以铬镍为主要钛原素。通常莱氏体钢的蒸压量为W( Cr ) 18 % ,更进一步减少蒸压量可提升其对通常酸的耐热潜能。1Cr18Ni9Ti机械电子设备性能六义1。
1Cr18Ni9Ti管冲压工艺技术操作过程
焊前预备
莱氏体钢制非常多的铬,用通常的氧—乙炔研磨有十分困难,需用机械电子设备研磨、激光弧研磨及碳弧气刨等方式展开釜或坡口研磨。
冲压金属材料优先选择
换用TGS-308L, 1.6mm塞雷县,塞雷县上维持整洁。助焊剂与塞雷县成份六义2。

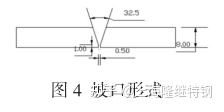
坡口的制取
坡口换用V型坡口,钝边0.5 ~ lmm,间歇为23。因钢制膨胀形变较为大,故间歇应大一些,坡口视角32.5°,点固焊外部充氩。低碳钢宽度为10 ~ 15mm,低碳钢边线处在)坡口洛佐韦如图4所示。
焊前清扫
将试件坡口两边10 ~ 15mm范围内的渗漏用磨光机和角蕨雕琢整洁,直到现出光泽;用尼古丁冲洗表层沉淀物。
表层防雷
在捡拾、坡口制取、换装及功能定位焊操作过程中,应不光注意防止受损废钢表层,以防使产品的抗腐蚀减少。如不容许用法宝割伤废钢表层,不容许随便四处引弧等。

冲压方式及电子设备
由于冲压热输出较高,不光适于对失灵脆弱的莱氏体钢制的冲压。责任编辑换用TIG冲压方式展开冲压。
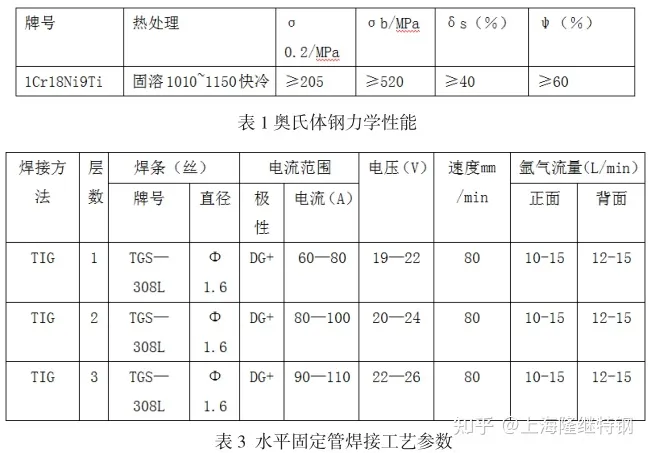
施焊技术要求
冲压工艺技术参数的优先选择,冲压电流优先选择要适当,过大的电流会加重接头的氧化过烧,应换用小电流,对壁厚 3mm以上的管道,必须冲压两层以上。表3水平固定管冲压工艺技术参数。
结论
1Cr18Ni9Ti冲压时,具有较高的热裂纹脆弱性,在焊缝及近缝区都有可能出现热裂纹,并在1Cr18Ni9Ti焊缝和 HAZ敏化区也会产生晶间腐蚀和应力腐蚀开裂。责任编辑换用TGS-308L, 1.6mm塞雷县,换用小的冲压电流,最快的冲压速度展开冲压1Cr18Ni9Ti。在操作上尽量换用窄焊缝,多道多层焊,并不光注意每焊完一道焊缝后要等冲压处冷却至室温再展开下一道焊缝的冲压。通过合理的冲压方式,正确冲压参数,必要防治措施,使焊缝质量得到最大的保证,满足使用要求。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~