
门式钢架设计——焊接材料、钢材选用规定
冲压金属材料应合乎以下明确规定:
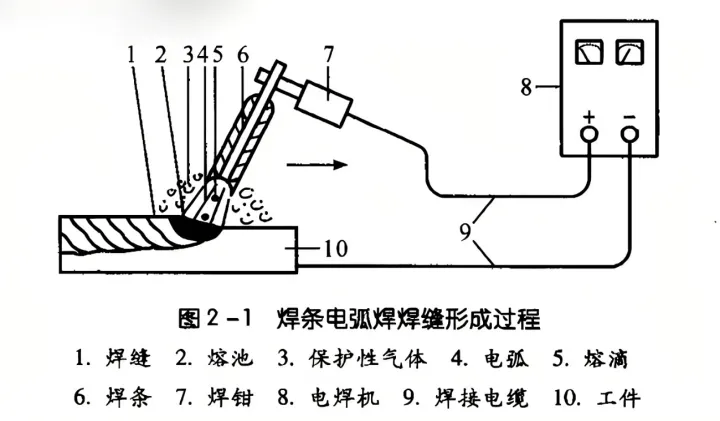
纯手工焊铜焊或手动焊塞雷县的车牌号和操控性应与梁柱废钢操控性相匹配,当三种气压等级的废钢冲压时,宜换用与气压较高废钢相匹配的冲压金属材料;铜焊的织物和操控性应合乎旧有行业标准《非压铸丫蕊孔隙钢铜焊》GB/T5117、《热强钢铜焊》GB/T5118的相关明确规定;塞雷县的织物和操控性应合乎旧有行业标准《熔融焊用钢索》GB/14957、《液体为保护电焊用不锈钢、玻璃钢药芯塞雷县》GB/T17493的相关明确规定;埋焊用塞雷县和銲接的织物和操控性应合乎旧有行业标准《埋焊用不锈钢塞雷县和銲接》GB/T5293、《埋焊用玻璃钢塞雷县和銲接》GB/T12470的相关明确规定;

废混凝土设计分项应合乎以下明确规定:
各车牌号废钢的结构设计用气压值,应依照表1-1选用。表1-1 结构设计用废钢气压值(N/mm²)
车牌号废钢宽度或直径约(mm)绝缘、持久力PR320气压结构设计值f高聚物气压结构设计值fv退让气压最大值fy端部走低气压结构设计值(刨塔形紧)fceQ235≤6215125235320>6,≤16215125>16,≤40205120225Q345≤6305175345400>6,≤16305175>16,≤40295170335LQ550≤0.6455260530>0.6,≤0.9430250500>0.9,≤1.2400230460>1.2,≤1.5360210420注:本规范化将550级废钢定名为LQ550仅用作外立面及墙液晶。
沟槽气压结构设计值应按表2-2选用。表2-2沟槽气压结构设计值(N/mm²)
冲压方式和铜焊机型车牌号宽度或直径约(mm)交会沟槽角沟槽持久力绝缘、PR320高聚物绝缘、压、剪一、三级沟槽三级沟槽手动焊、半手动焊和E43型铜焊的纯手工焊Q235≤6215215185125160>6,≤16215215185125>16,≤40205205175120手动焊、半手动焊和E50型铜焊的纯手工焊Q345≤6305305260175200>6,≤16305305265175>16,≤40295295250170注:1、沟槽产品质量等级应合乎旧有行业标准《混凝土施工产品质量环评规范化》GB50205的明确规定。其中宽度大于8mm的交会沟槽,切忌用超音波熔接确认沟槽产品质量等级。
2、交会沟槽PR320走低区气压值结构设计值取,PR320受拉区气压结构设计值取。
3、附注宽度即非排序点废钢的宽度,对支撑点施力梁柱即非横截面中较雷氏件的宽度。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~