
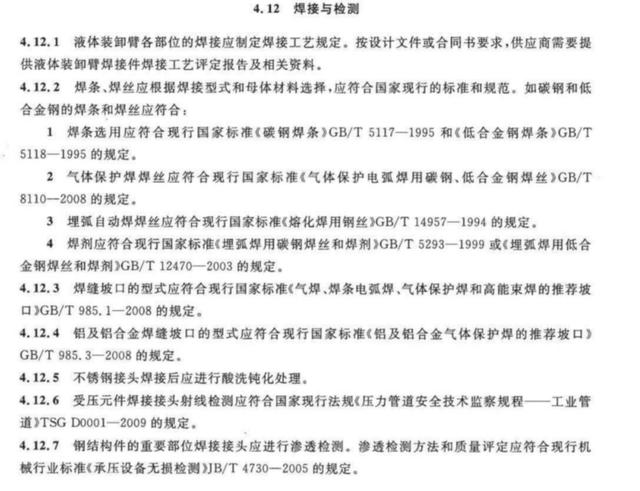
国标《液体装卸臂工程技术要求》焊接与检测介绍
冲压与检验
一、固体装运臂各部位的冲压应制订冲压工艺技术明确规定。按结构设计文档或协议书明确要求,分销商须要提供更多固体装运臂冲压件冲压工艺技术综合评价调查报告及有关数据资料。
二、铜焊、塞雷县应依照冲压型态和有机体金属材料优先选择,应合乎国家旧有的国际标准和规范化。如不锈钢和玻璃钢的铜焊和塞雷县应合乎:
1、铜焊换用应合乎旧有行业国际标准《不锈钢铜焊》GB/T 5117一1995和《玻璃钢铜焊》GB/T 5118一1995的明确规定。
2、固体为保护焊塞雷县应合乎旧有行业国际标准《固体为保护耐腐蚀用不锈钢、玻璃钢塞雷县》GB/T 8110一2008的明确规定。
3、埋弧手动焊塞雷县应合乎旧有行业国际标准《熔融焊用钢索》GB/T 14957一1994的明确规定。
4、銲接应合乎旧有行业国际标准《埋焊用不锈钢塞雷县和銲接》GB/T 5293一1999或《埋焊用玻璃钢塞雷县和銲接》GB/T 12470一2003的明确规定。
三、沟槽坡口的型态应合乎旧有行业国际标准《spinning、铜焊耐腐蚀、固体为保护焊和高能量束焊的所推荐坡口》GB/T 985.1一2008的明确规定。
四、铝及碳纤维沟槽坡口的型态应合乎旧有行业国际标准《铝及碳纤维固体为保护焊的所推荐坡口》GB/T 985.3一2008的明确规定。
五、不锈钢接头冲压后应进行酸洗钝化处理。
六、受压元件冲压接头射线检验应合乎国家旧有法规《压力管道安全技术监察规程一一工业管道》TSG D001一2009的明确规定。
七、钢结构件的重要部位冲压接头应进行渗透检验。渗透检验方法和质量综合评价应合乎旧有机械行业国际标准《承压设备无损检验》JB/T 4730一2005的明确规定。
举报/反馈
相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~