
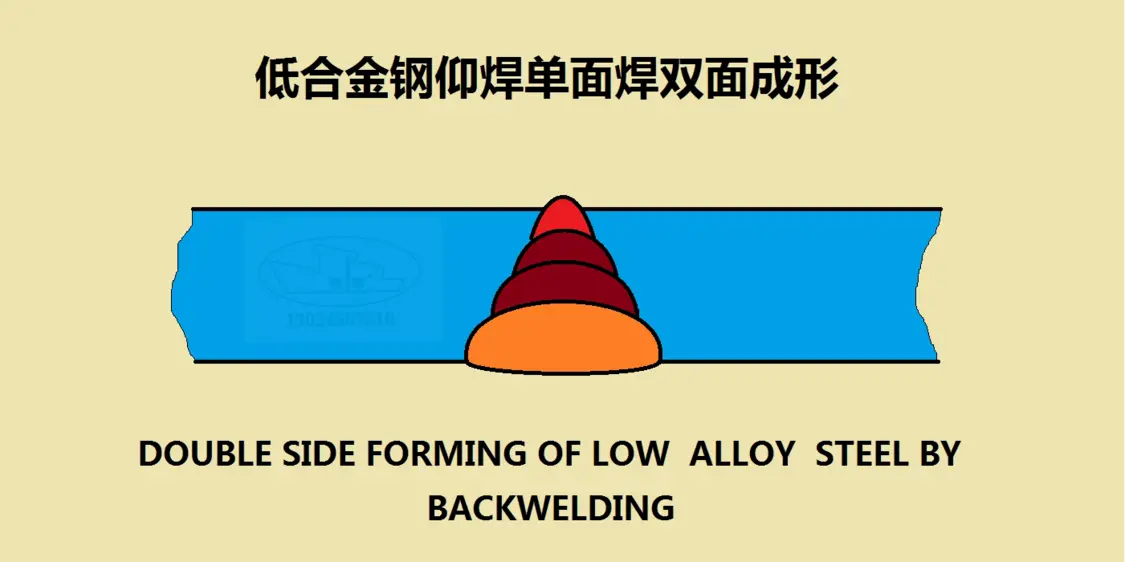
低合金钢的仰焊焊接特点
概述
玻璃钢板仰焊边线冲压操作方式技法(4G)是板对接几种实心焊单面成型冲压方式中非常困难焊的一种冲压边线,选用铜焊静电焊展开冲压。冲压时,沟槽硝酸锶位于燃烧静电的上方,钳工在Licharre边线展开冲压有视觉差,握焊把肩膀市有近向远(由低到高)处,减少了操作方式讲透;另外,宜居钻孔的高度要适中,低了不便观察硝酸锶,高了展开冲压时肩膀越举越高,降低操作方式时铜焊的稳定性,减少工作量。
在腮红焊时,由于铜焊熔滴合金引力的作用,会阻碍熔滴过渡阶段,难出现粘铜焊的现象;熔滴宛在焊见的下方,没有固体合金的依托,熔融合金在引力的作用下,难Nagapattinam;硝酸锶只有依靠合金水溶液的粘滞和静电吹力才持续存在。硝酸锶环境温度越高,硝酸锶及熔滴粘滞越小,越难失去平衡。因此,硝酸锶形状和大小不难控制,常出现夹渣、未焊透、左上角凹陷、反面突起、咬边等瑕疵,必须短弧小规范冲压。
在仰焊过程中,铜焊直径约一般不超过4.0mm,冲压电阻比平焊的冲压电阻小15~20%。铜焊直径约过大,会导致铜焊熔滴过渡阶段困难;假如冲压电阻过大,会促使硝酸锶环境温度增高,体积减小,合金水溶液流动性减少,难造成硝酸锶合金向下流淌,会使打下层熔孔减小,左上角沟槽下凹,充填和盖铆接突起;冲压电阻太小,会使表皮不难焊透,产生夹渣及沟槽成型不良等瑕疵。
焊前准备
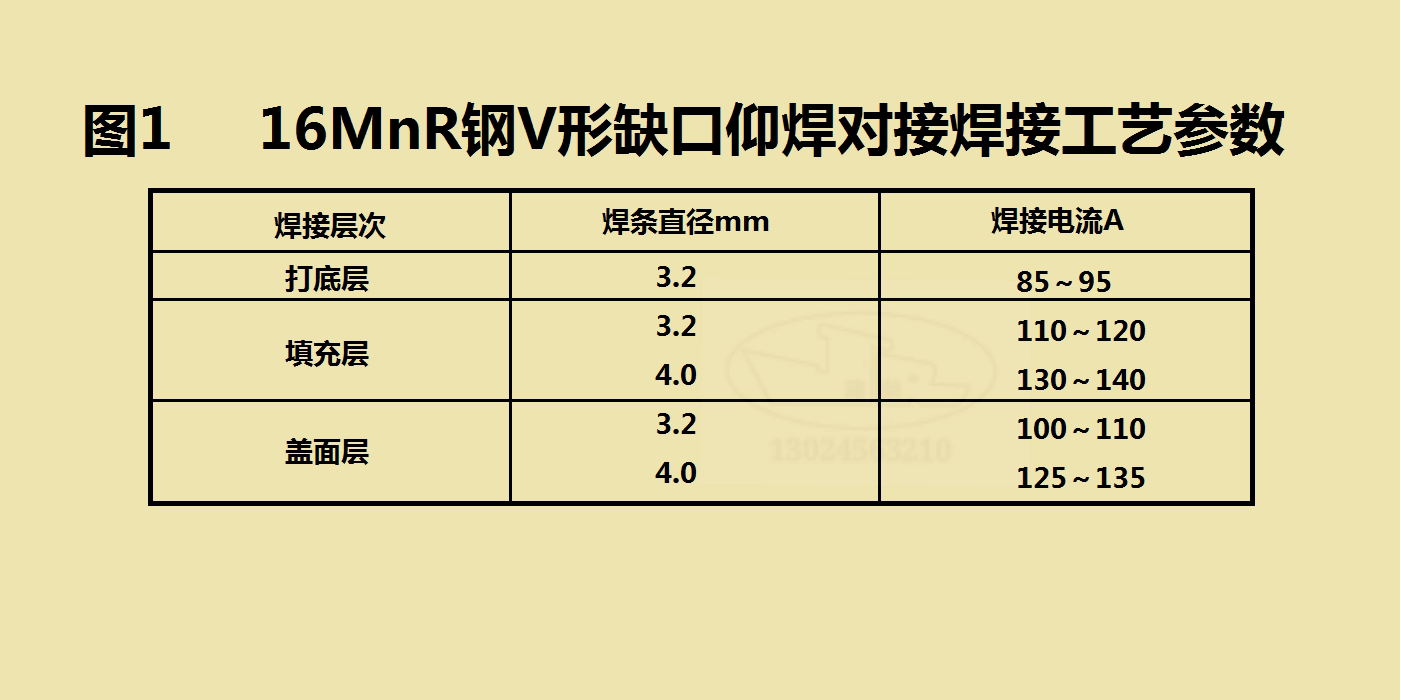
对12mm厚的16MnR钢板展开清理,并60开坡口60°±5°,钝边0.5~1mm,间歇2.5mm,错边量不大于1mm。铜焊选用J507,经过350~400℃烘培2h后放入铜焊保温桶,进料以供。JGD5选用直流JGD5,最好带静电推力调节功能的,打下层正接,充填和盖铆接LX1。功能定位沟槽长度约10~15mm,通常实用工具反变形2~3°。冲压三层,腮红焊尽量连焊。冲压参数见图1。
打下层焊
仰焊位打下层焊一般选用连焊;只有间歇太大时还得间歇性焊。连续焊时,静电在功能定位沟槽上引弧,并使铜焊在坡口Pontgibaud轻微横向摆动,当焊至功能定位焊冲压接点时,应稍作紧接著,将铜焊相同坡口表皮顶,听到朴朴声时,这时坡口表皮被焊透,第一个硝酸锶已形成,让静电1/3在硝酸锶左上角、2/3在硝酸锶反面,这时硝酸锶前方应有熔孔,Ornain熔孔向两侧各熔入0.5~1mm。
运条的方法是这样的:选用直线往返或锯齿状形运条,当铜焊摆动到坡口两侧时,需稍作停顿,即需一定时间,这一时间是指坡口两侧熔融0.5mm左右,及时观察操控,这样使充填合金与母材熔合良好,并应防止与母材熔合处形成深的夹角(死角),以免清渣困难及充填焊时难以熔融,造成未焊透和夹渣。铜焊与焊件平面成90°,与冲压方向成80~85°。冲压时,要把每根铜焊分三个时间展开运条,开始时要慢一点,钢板需要紧接著,以达到冲压环境温度;中间段冲压速度适中;终焊段焊件硝酸锶及铜焊环境温度较高,冲压速度要快些,收弧时将静电向回带10~15mm再熄弧,并使其形成斜坡。接点如要连焊坡口间歇要小,冲压电阻小,硝酸锶也要小,可以选用冷接法。即用角磨机等工具在收弧处磨出一个10~15mm的斜坡,在斜坡上引弧并紧接著使弧坑环境温度逐步升高然后将铜焊顺着原先熔孔迅速上顶,听到朴朴声后稍作停顿,达到正常冲压的环境温度时再正常冲压,打下层沟槽要薄,高低适中,一般用Av表示应在0.3~0.4。
充填层焊
首先将打下层的熔渣和飞溅物清除干净,接点处焊瘤应铲除、修平,在距沟槽始端10mm左右处引弧,然后将静电拉回到始焊处施焊。一般选用锯齿状形运条施焊铜焊与冲压方向夹角为85~90°,铜焊运条到焊道两侧一定要稍停留片刻,充填冲压时铜焊主要对准两边夹角,防止假渣和未熔合,中间摆动要尽可能快,保证硝酸锶显椭圆形,并且大小一致,使沟槽显内凹。充填层焊完后,其沟槽表面应影剧焊件表面0.5~1mm,保证坡口的棱角(边)不被熔融,以便盖铆接冲压时,控制沟槽的直线度。
盖铆接焊
焊前仔细清理熔渣及飞溅物,冲压时可选用短弧锯齿状形冲压,铜焊于冲压方向的夹角为85~90°,铜焊摆动到坡口边缘时稍作停顿,以坡口边缘熔融0.51mm为准,为了防止咬边,要保持硝酸锶形状一致,以保证沟槽成型均匀平整。更换铜焊时要快,在弧坑前10mm左右引弧,再把静电拉到弧坑处边缘,沿边缘运条,使硝酸锶与弧坑连接,保证接点平整,展开正常锯齿状运条冲压到结束。
相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~