
钢结构焊接机器人的原理是什么?钢结构焊接机器人有哪些应用?
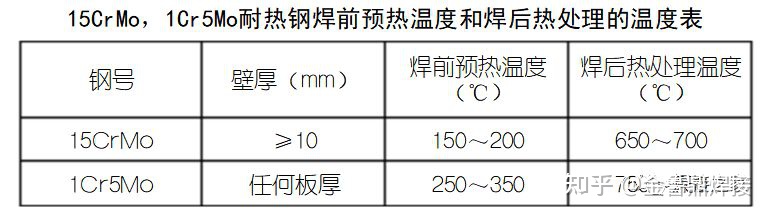
耐热钢是指钢在低温前提下既具备机械性能,又具备热强性的 废钢。机械性能是指废钢在低温前提下要保持化学稳定性(耐热、不水解)。热强性是指废钢在低温前提下具备足够的气压。其中机械性能能主要就通过铬、钼、钒、钛、铌等钛原素来保证,因而在冲压金属材料的优先选择上要根据助焊剂的钛原素浓度来确定。耐热钢在天然气石油化工装置工程施工中应用领域较为广泛,我们能够经常接触到的多为钛浓度较高的莱氏体耐热钢,如15CrMo,1Cr5Mo等。 1、可拆式耐热钢的冲压性 铬和钼是莱氏体耐热钢的主要就钛原素,显著提高合金的低温气压和低温水溶性,但它们使合金的冲压性能转差,在沟槽和热负面影响区具备淬应偏激,焊后在空气中加热易造成硬而脆的纤维状组织机构,不仅负面影响冲压接点的机械性能,而且造成很大的陶胎,从而造成冷裂偏激。 因而耐热钢冲压时的主要就问题是裂缝,而形成裂缝的二律背反是:组织机构、形变和沟槽中的含碳量,因而制定合理的冲压工艺技术至关重要。 2.1 坡口 坡口的加工一般来说用闪电或者激光研磨工艺技术,必要时研磨也要紧接著,雕琢整洁后做PT检验,除去坡口上的裂缝。一般来说换用V型坡口,坡口视角为60°,从避免裂缝的视角考虑,坡口视角大些有利,但是增加了冲压量,同时将坡口及韦尔泰宗两侧雕琢整洁,除去渗漏、硫化铁及水分等污垢(去氢、避免导管)。 2.2 组在 要求无法强制性组在,避免造成陶胎,由于可拆式耐热钢裂缝偏激较大,故在冲压时沟槽的束缚度无法极重,以防造成极重的减震,特别在雷氏冲压时,阻碍沟槽自由收缩的行拳、机械加工和卡具等应尽量减少使用。 2.3 冲压方式的换用 目前,我们天然气石化安装单位管道冲压常用的冲压方式是钨极氩弧焊腮红,铜焊耐热充填Daye,其它冲压方式还有熔融极氩气为保护焊(MIG焊)、CO2气体为保护焊、电渣焊和埋弧自动焊等。 2.4 冲压金属材料的优先选择 选配冲压金属材料的原则,沟槽合金的钛成分与气压性能基本上要与助焊剂相应指标一致或者应达到产品技术前提提出的最低性能指标。而且为了降低氢浓度应先用低氢型碱性铜焊,铜焊或者焊剂应按规定工艺技术烘干,随用随取,要装在铜焊保温桶中随用随取,铜焊在保温桶内不得超过4个小时,否则应重新烘干,烘干次数不得超过三次,这在具体工程施工过程中都有详细的规定。可拆式耐热钢手弧焊时,也可换用奥氏体不锈钢铜焊,如A307铜焊,但焊前仍需要紧接著,这种方式适用于焊件焊后无法热处理的情况。 耐热钢焊材换用表如下所示: 2.5 紧接著 紧接著是冲压莱氏体耐热钢冲压冷裂缝和消除形变的重要工艺技术措施,为了确保冲压质量,不论是点固焊或冲压过程中,都应紧接著并保持一定的温度范围。 2.6 焊后缓冷 焊后缓冷是冲压可拆式耐热钢必须严格遵循的原则,即使炎热的夏季也必须做到这一点,一般焊后立即用石棉布覆盖沟槽及近缝区,小的焊件可置于石棉布中缓冷。 2.7 焊后热处理 焊后应立即进行热处理,其目的是为了避免延迟裂缝的造成,消除形变和改善组织机构。耐热钢焊前紧接著温度和焊后热处理的温度表如下表所示。 3、冲压注意事项 (1)冲压这类钢时必须要紧接著,焊后缓冷等措施,但紧接著温度并非越高越好,必须严格执行冲压工艺技术要求。 (2)雷氏宜采用多层焊,层间温度不低于紧接著温度,冲压时应一次焊完,最好不要中断。如需层间暂停,应采取热保温缓冷措施,再焊之前还需采取相同的紧接著措施。 (3)冲压过程中应注意充填弧坑,并雕琢接点、除去弧坑裂缝(热裂缝)。而且电流越大、弧坑越深,因而应严格执行冲压工艺技术指导书规定优先选择冲压参数、合适的冲压线能量。 (4)工程施工组织机构也是负面影响冲压质量重要一环,各工种的配合至关重要,避免因下道工序衔接不上致使整条沟槽的质量前功尽弃。 (5)还应注意天气环境的负面影响。当环境温度低时,可适当提高紧接著温度,避免温度下降太快,同时做好防风、防雨等应急措施。 4、小结 紧接著、保温、焊后热处理等工艺技术是冲压可拆式耐热钢的必要工艺技术措施,三者同等重要,不可忽视。任何一个环节疏漏,其后果是严重的。金鲁鼎冲压提醒您焊工要严格执行冲压工艺技术,加强焊工责任心引导。不可抱有侥幸心理,引导焊工执行工艺技术的严肃性、必要性,只要我们在工程施工过程中严格执行冲压工艺技术,各工种之间配合好,合理安排工序,就能保证冲压质量和技术要求。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~