
材料仓库风管安装施工计划书
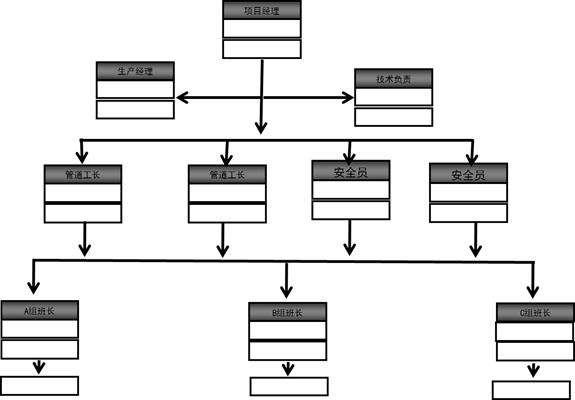
当晚营运组织政府机构政府机构:
当晚营运最终目标:

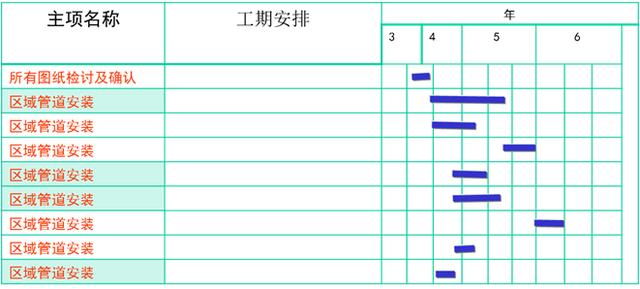
管线加装,工程进度总体规划:
管线加装方案:
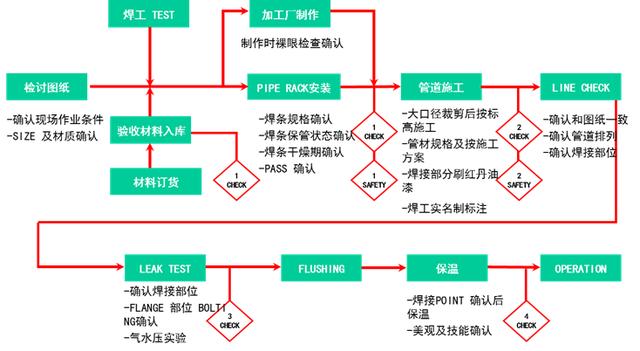
管线工程施工流程方案:
产品质量方案及管理工作:
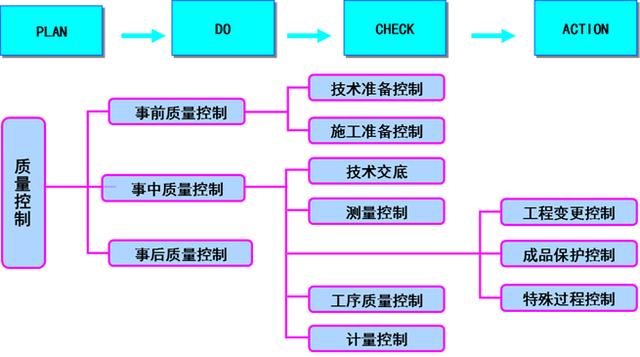
PDCA管理工作方式:工程施工产品质量海漆,应以产品质量方案居多线,以操作过程管理工作为关注点,依照PDCA循环式基本原理:
产品质量方案及管理工作-金属材料管理工作:
1.大部份的金属材料当晚检测后入场
2.白钢筋等PIPE类的入场后进行分类开卖看管
3.黑钢筋入场后涂色看管
4.排水用铸铁管类内部保养防止上锈
5.保温金属材料入库时按工程施工方案入库
6.型钢类为了防锈,应包装以后入库存放
7.阀门类:按规格整理后入库,并进行分类堆放
8.FITTING类在加装一周前按次序清理、堆放
9.消耗金属材料,制作金属材料进行分类看管
10.控制先投入提高金属材料管理工作效力
11.订购成品应入库前实行中间检查如确定产品质量,从而不要对工程施工发生有影响的事
12.对业主的购入设备,入库时检查确认
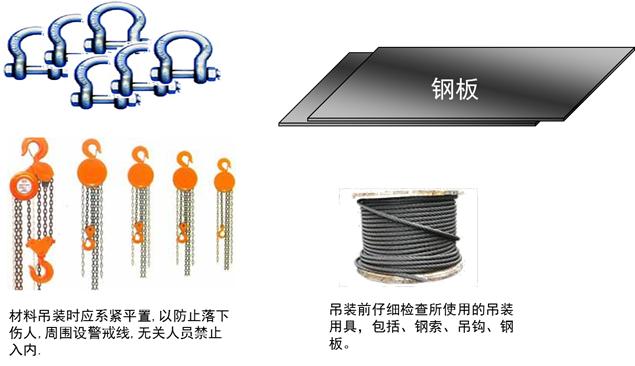
吊装作业用具:
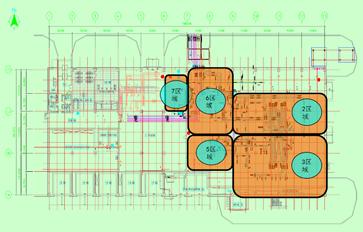
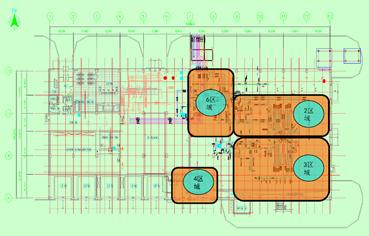
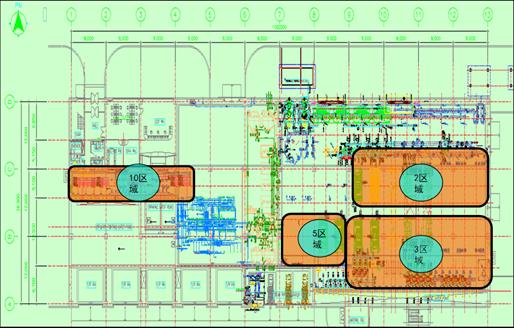
室内管架、管线综合加装示意图:
室内管线吊装及焊接说明:
6号区域:6号区域上层管子较多,有镀锌管、不锈钢筋、PE管等,还有电缆桥架,该区域管子上下层相差不大,导致顶升机也无法加装到上部层高管子,该处管子比较密集,平台也无法搭设到该上层,这就导致该去管线吊装将会踩在原有管线上工程施工,下部将搭设移动脚手架,脚手架上会放有防火设备(灭火器、石棉布、铁皮等),在工程施工的上部,一样会将石棉布和铁皮搭设在管线、电缆桥架等工程施工区域,搭设完毕,经安全部门认可后方可工程施工。
2、3号区域:2、3号区域需要吊装的管子大多属于大管线(DN300以上),该区域上部已有大管线,空间狭小,对于该区域的管线吊装,采用适中长度的管线短节传送吊装(每节4米长左右),这样能保证该区域管线吊装的安全可靠性,且不宜碰到其他管线及设备,能保证整个工程施工操作过程的安全性。
管线预制、加装:
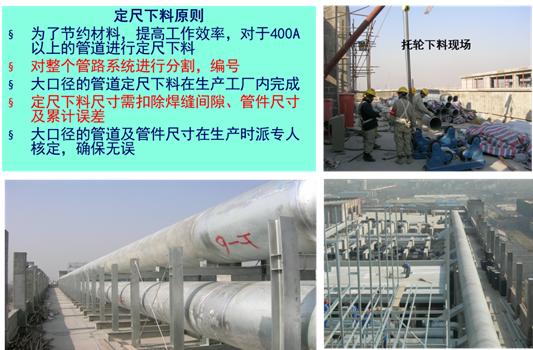
管线预制、加装:
管线组对:
管线加装前,复查测量管线中心线及支架标高位置无误后,开始管线加装就位。
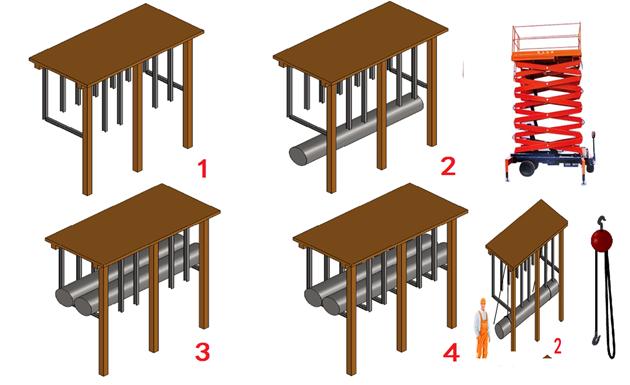
1)大口径立管加装,自下而上逐层加装。为便于施焊,将起弯处水平管与弯头的接口做活口处理。管材由地面一层运进管线间(或空调机房)并进行组对焊接。每次焊完一个口,将管段向上一楼层推进,为便于吊装,管子在组对时焊吊耳。每加装一层,以角钢U型管卡固定,以保证管线的稳定及以下各层配管量尺的准确。立管底部要设钢性支撑。
2)水平管的加装
A:放线、定位核准,支架正确加装后,管子就要开卖。开卖前,进行调直,对用量大的干管进行集中热调,小口径的管子用手锤敲击冷调。
B:管子开卖,小口径管线用人力抬扛,当使用梯子时,应注意防滑;大口径管子用手动倒链或电动葫芦吊装,注意执行安全操作规范。
C:管子开卖后连接前,对大管子进行拉扫,即用钢丝缠破布,通入管膛清扫,对小口径管,开卖时敲打望天(从管膛一端望另一端的光亮),以确看管线加装内部的清洁、不堵塞。
D:干管的对口连接:干管采用焊接连接,与附件连接采用法兰连接。为尽量减少开卖后的死口,组织政府机构班组精心考虑,在方便开卖的情况下尽量在地面进行活口焊接。
E:干管变径接支管:干管变径采用成品管件焊接成型较好,冷热水管用偏心大小头,并在加装时使偏心分别向下和向上。分支管与主干管连接采用焊接。不允许开大孔将分支干管插入主管中焊接,同时不允许在主干管弯管的弯曲半径范围内开孔。

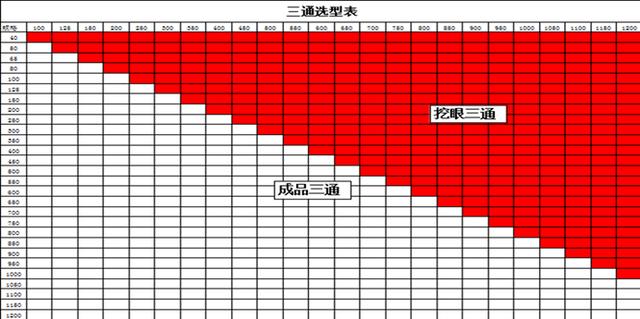
挖眼三通制作:
当补强圈厚度超过8mm时,一般采用全焊透结构,使其与器壁同时受力,否则不起补强作用。
为了焊接方便,补强圈可以置于器壁外表面或内表面,或内外表面对称放置,但为了焊接方便,一般是把补强圈放在外面的单面补强。
补强圈上有一个M10的小螺纹孔。作为收缩孔,其他部位焊接完成后再焊接。
金属管线主要焊接金属材料:
根据管线材质不同选用相对应材质的焊条,
焊条E4301300A以下镀锌管,焊管J422
焊条E5016350A以上镀锌管,焊管J506

管线焊接金属材料预处理设备:
1、焊接的焊条在焊接前,应进行烘干除湿的措施,烘干温度一般在350℃左右。焊工使用焊条时应用保温筒贮存焊条。焊接完成后,收回未使用的焊条放入保温筒内。对有特殊要求的焊道,焊口须有编号,且焊接剩余焊条要全部收回库房保存。
2、手提式焊条保温筒采用加热型保温筒。

管线焊接:
电焊操作工必须具有符合施焊位置和施焊材质范围的焊工合格证
电焊施作严格依照焊接工艺评定要求和规范规定工程施工焊接前,检查焊接金属材料(焊条、焊丝、焊剂等)的牌号,规格是否符合设计要求,金属材料代用应有金属材料代用记录
焊条、焊剂的烘干应符合产品说明书的规定
焊接完成后检查焊缝:
A、外观检查,严禁有气孔、裂纹、夹渣等缺陷,焊缝咬边、宽窄度、焊缝高度应符合规范要求。
B、焊缝内部产品质量检查,有煤油渗透、射线探伤等检测方式。

不锈钢304材质焊接采用氩弧焊接焊接方式进行,焊接时管段内部需充氩气保护;根据设计工艺要求,选择焊接工艺评定标准,焊接检测的标准也须根据设计工艺要求选择评定,焊接不锈钢304材质,一般应注意:
焊缝外观,应检查夹渣、裂纹、气孔、咬边、焊缝高度、宽窄度等指标,焊接完成后,应清理焊缝的飞溅,焊缝一般情况下表面进行酸洗,使焊缝更美观,且避免发生晶间腐蚀。
焊缝内部产品质量通过内成形:

管线减震器加装:
减振器需按型号规格进行分类采购堆放
按设备的要求及重量选用适量的减振器。
减震基础需符合设计及规范要求。
减震器在设备试运行前应固定牢固

阀门加装:
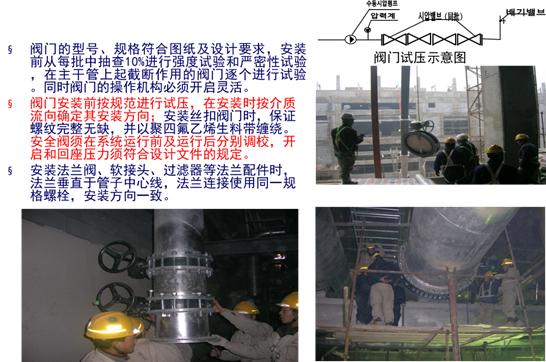
管线试压、清洗及吹扫:
(1)试压:试压介质为洁净水,用电动试压泵加压,试验压力为使用压力的1.5倍,先升压至试验压力,保持2小时,如压降不超过0.02Mpa,则强度试验合格;再降至工作压力,保持此压力的24小时后进行系统全面检查,以不渗漏为严密性试验合格。
(2)管线吹扫:
①管线吹扫前,法兰连接的调节阀、重要阀门、安全阀、过滤器、温度计、压力表等附件要隔离或拆下,对于焊接的上述阀门和仪表,须采取流经旁路或卸掉阀头及阀座加保护套等保护措施。
②吹扫顺序按主管、支管、疏排管依次进行。
(3)管线试压、清洗及吹扫准备工作完成后及管线注水前,应通知三星物产和半导体的相关管理工作人员到场检查确认,方可进行工程施工;实验完成前同样需要确认,合格后方可恢复试验的管路系统。
水压试验展示板样板:

PE管线对接熔化焊接加装顺序:
一、主要技术参数:
熔接温度调节范围(℃)0—300;工作电压(V)220;加热板功率(W)3100;油泵电动功率(W)750铣刀电动功率(W)1500
二、PE管热熔对接的要求:
a)需用专用的热熔对接机具。
b)一般适用于OD≥90mm管;管壁厚度>6mm。
c)适用于同种牌号、材质的管材与管材,管材与管件连接。性能相似,不同牌号材质的连接需试验验证。
d)不使用明火。
e)在寒冷气候(-5度以下)和大风环境下进行连接操作时,应采取保护措施,或调整连接工艺。
不同管径加热时间计算公式:
加热时间的确定:焊接端面平整后 10×壁厚(mm)秒.
PE管最佳熔接温度:对接热熔的最佳熔接温度为200~230℃,一般生产厂家确定为210±10℃。
冷却时间:自然冷却,2小时以上或表面温度至环境温度。
PP-R管线加装:
1、连接时,无旋转地把管端插入加热套内,达到预定深度。同时,无旋转地把管件推到加热头上加热,达到加热时间后,立即把管子与管件从加热套与加热头上同时取下,迅速无旋转地、均匀用力插入到所要求的深度,使接头处形成均匀凸缘。在规定的加热时间内,刚熔接好的接头还可进行校正,但严禁旋转。将加热后的管材和管件垂直对准推进时用力不要过猛,防止弯头弯曲。连接完毕,必须紧握管子与管件保持足够的冷却时间,冷却到一定程度后方可松手。
2、当PP-R管与阀门连接时,应采用法兰连接,阀门下砌混凝土或者专支墩。
3、注意的问题:
1)、搬运和加装管线时应避免碰到尖锐物体,以防管线破损。
2)、管线加装操作过程中,应防止油漆等有机污染物与管材、管件接触。
3)、加装与金属管连接的带金属嵌件的专用管件时,不要用力过猛,以免损伤丝扣配件,造成连接处渗漏。
4)、管材和管件加热时,应防止加热过度,使厚度变薄。管材在管配件内变形。
5)、在热熔插管和校正时,严禁旋转。
6)、操作当晚不得有明火,严禁对管材用明火烘弯。
7)、加装中断或完毕的敞口处,一定要临时封闭好,以免杂物进入。

管线保温:
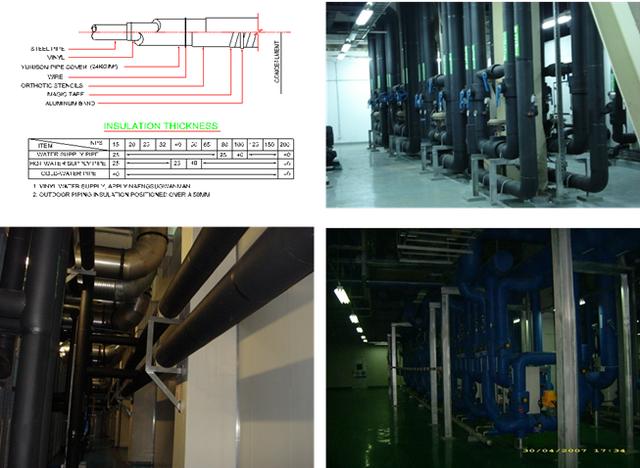
保温作业顺序:
管线表面清理→缠绕缠绕膜→保温棉保温→保温棉固定→铝皮保温→铝皮匝带→管线标识。
U-PVC管线加装:
(1)加装准备:认真熟悉工程施工图纸核对各种管线的坐标、标高是否有交叉。管线有问题及时与设计和有关人员研究解决,办好变更洽商记录。
(2)管线支架制作加装:
管线支架依照图样要求进行工程施工,应进行防腐处理和妥善看管。
在两高差点拉一根直线,依照支架的间距在墙上或柱上标出每个支架位置。支吊架加装的一般要求:支架横梁应牢固地固定在墙、柱或其他结构物上,横梁长度方向应水平。
(3)U-PVC管线的加装连接方式为承插粘接连接,均使用各生产厂商的专用胶水。
塑料管粘接加装技术要求:将管材切割为所需长度,两端必须平整,最好使用割管机进行切割。用中号钢锉刀将毛刺去掉并倒成2×450角,并在管子表面根据插口长度作出标识。
用干净的布清洁管材表面及承插口内壁。涂抹粘合剂后,立即将管子旋转推入管件,旋转角度不大于90°,要避免中断,一直推入到底后,根据管材规格的大小轴向推力应保持数秒到数分钟,然后用棉纱蘸丙酮擦掉多余的粘合剂,用丙酮或其他溶剂清洗刷子。
(4)粘接面必须保持干净,严禁在下雨或潮湿的环境下进行粘接。

安全措施:
1、当晚吊装及高空作业的安全技术要求应作为重点培训和教育。
2、吊装操作过程中,要适时检查各吊点、吊具有无特殊危险情况发生;且物件下方禁止站人或人员通过,工程施工人员需要通过时应避绕该区域。
3、焊接工程施工时,焊工应穿戴好焊工专用安全防护用具,并应做好防火措施,配备灭火器、石棉毯,并由专人监护。
4、工程施工人员在高空及平台作业时必须佩戴好安全帽、安全鞋,挂好安全带。
安全方案及管理工作:
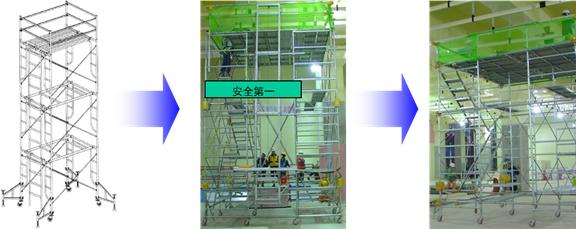
利用移动登高架等做焊接平台的防火措施:
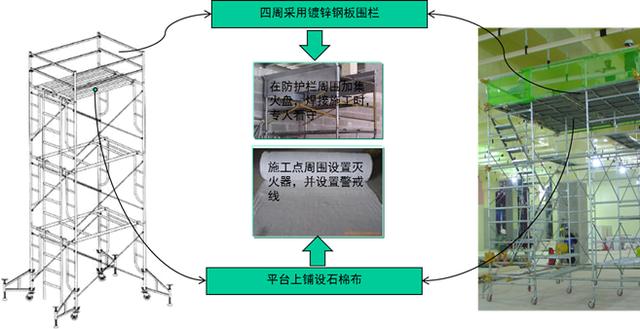
移动登高架的使用管理工作:
必须经验收合格后挂牌方可使用;
四角加固,防止架体倾斜发生事故;
移动脚手架要有刹车装置、爬梯、防护栏杆(高度大于1.1M)等安全设施;
移动脚手架顶层围护栏杆四周应围护安全网。
移动时,上面的操作人员必须下至地面。
警示带及警示锥的使用:
电焊机及切割机的使用:

工程施工完毕整理整顿:
1、工程施工当晚随时工程施工随时清扫整理;
2、对于工程施工所用的金属材料不得随意处理,必须放到指定的施位置处理;
3、工程施工金属材料何时用何时取,不得将不必要的金属材料到处乱放;
4.各工程施工区域的工长必须负起责任监督并确认整理整顿情况。
本文来源于互联网,作者:四川省工业设备加装公司。暖通南社整理编辑。

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~