
热处理加热保温时间的369法则
责任编辑如是说了用作退火冷却时隔热天数的单纯排序自然法则——369自然法则,前述制造说明,该369自然法则的推行有利于提升食品质量、提升制造率、提升效率生产成本、精简工艺技术。该自然法则包括各式各样板材冷却隔热时的369自然法则,电浆退火的紧接著、冷却、隔热时的369自然法则,以及用作密闭组合式兼用炉退火冷却隔热的369自然法则。
一、各式各样板材在水蒸气炉中冷却退火隔热的369自然法则
1.AX50和低钛钢(45、T7、T8等)
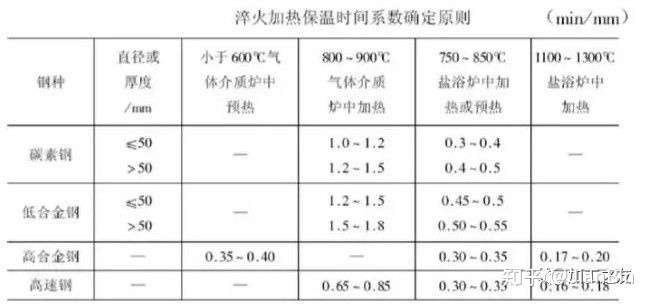
现代的AX50退火冷却天数的排序式子:T=K•αD
式中,T为冷却天数min
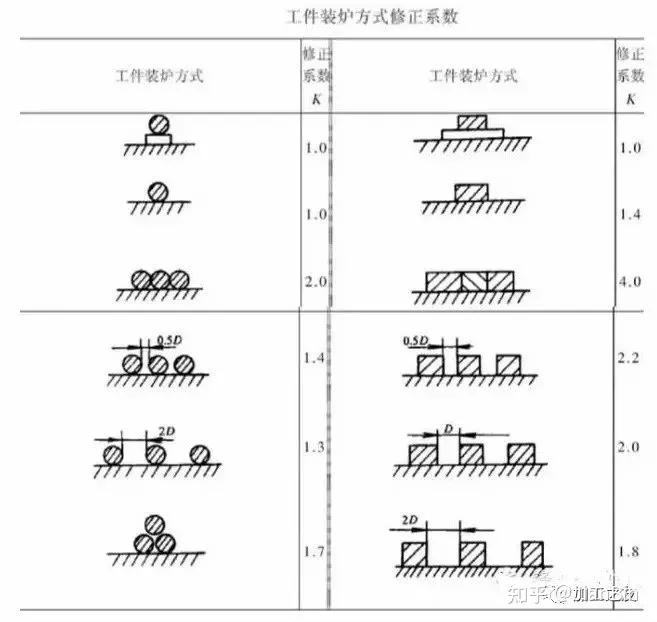
K为充分反映装炉情况的修改常数,一般来说在1.0~1.3范围内挑选出
α为冷却常数,一般来说在0.7~0.8min/mm
D为钻孔有效率宽度
在前述制造中,一般来说也依照实战经验和钻孔有效率宽度(mm)来排序隔热天数。比如某45钢钻孔的有效率宽度为60mm,在水蒸气炉中冷却退火隔热天数约是角蕨到温后再隔热60min,即钻孔的每1mm有效率宽度冷却1min,这是对easier冷却。对升级换代,一炉放入许多钻孔,就多于依照前述实战经验缩短隔热天数或通过窥探孔,检视钻孔透烧后再隔热很大的天数。实战经验断定,假如依照369自然法则,对AX50,隔热天数仅需原现代隔热天数的30%方可。比如,对选用组合式炉冷却60mm直径约的45钢钻孔,其隔热天数需60min×30%=20min。
2.钛陈建力(40Cr、40MnB、35CrMo)
因为钛陈建力中加进了一些钛原素,在冷却隔热操作过程中为使铌光滑化须要很大的天数。依照369自然法则,钛陈建力冷却的隔热天数可以是原本现代隔热天数的60%。比如用现代的式子排序的40Cr的隔热天数假如为100min,依照369自然法则,捷伊隔热天数为:100min×60%=60min。
3.高钛合叶(9SiCr、CrWMn、Crl2MoV、W6、W8等)
对那些钛原素浓度较低的钢种,钛铌非常多,因此须要极短的隔热天数,使其光滑化。369自然法则的隔热天数是原本现代隔热天数的90%。
4.特定操控性钢(钢制、耐热钢、耐磨钢等)
那些钢种的369自然法则可依照钛合叶的式子排序。乃以现代式子排序的冷却隔热天数×90%作为隔热天数。
5.紧接著退火
对大型钻孔(有效率直径约≥1m)调质处理的紧接著隔热时问的369自然法则为
即 T1=3D
T2=6D
T3=9D
式中:T1为第一次紧接著天数/h;T2为第二次紧接著天数/h;T3为最终隔热天数/h;D为钻孔有效率宽度/m。
对直径约φ475~1030mm的大型锻件,退火冷却时应该有一次或二次紧接著隔热,并且阶梯冷却时,最大温差出现在400~560℃和800~850℃,在这两个温度范围内的隔热天数也适用紧接著退火的369自然法则。前述制造断定,对水蒸气炉冷却的中小零件(有效率尺寸≤500mm),紧接著和冷却时的隔热天数也可按369自然法则排序。
二、电浆冷却隔热时的369自然法则
现代的电浆炉冷却隔热天数的排序式子如下所示
T1=30+(1.5~2)D
T2=30+(1.0~1.5)D
T3=20+(0.25~0.5)D
式中:D为钻孔有效率宽度/m;T1为第一次紧接著天数/min;T2为第二次紧接著天数/min;T3为最终隔热天数/min。
隔热天数还与装炉量的大小有关,电浆炉的冷却隔热天数与装炉量、钻孔有效率宽度等因素之关系的实战经验式子如下:
T真1=T真2=T真3=O.4×G(kg)+D(mm)
式中:G为装炉钻孔净重量/kg,其它符号意义与以前各式相同。该式是基于装炉量在100~200kg左右,钻孔有效率尺寸在100mm左右。
钻孔尺寸基本相同,摆放整齐,并留有很大空隙(摆放空隙
G≤300kg:T真1=T真2=T真3=30+D
G=301—600kg:T真1=T真2=T真3=(30—60)+D
G=601—900kg:T真l=T真2:T真3=(60—90)+D
G≥901kg:T真1=T真2=T真3=90+D
式中:G为装炉总重量,包括钻孔、料筐、料架及料盘的所有重量(kg);D为钻孔有效率直径约(mm)。
对变形要求严格的工模具,因为电浆炉在低温时传热速度较慢,第一次紧接著隔热时,若天数太短则钻孔表面和心部的温差太大,可能会造成钻孔热应力变形。因此,第一次紧接著天数应取上限值,第二次紧接著取中限值,最终退火取下限值。对普通钛陈建力钻孔或变形要求不太严格的钻孔,第一次紧接著的天数可以取下限值,而在最终冷却时取上限值。对一次仅装一件的大型钻孔,因为其受热光滑,传热较快,透烧较好,第一次和第二次紧接著时可以取下限,最终冷却时,则依照前述要求取中限或上限。这样不但保证了钻孔退火后的质量要求,也大大节约了冷却天数,降低了制造生产成本。
三、密闭组合式兼用炉的369自然法则
钻孔在密闭组合式炉中冷却的热效率比电浆炉高,故其369自然法则的参数可以按电浆炉369自然法则中的下限挑选出,即
G=301—600kg:T真1=T真2=T真3=30+D
G=601—900kg:T真1=T真2=T真3=60+D
G≥901kg:T真1=T真2=T真3=90+D

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~