
大型螺栓球三心曲面拱形网架-江苏省运会马术比赛馆

一
工程建设概述
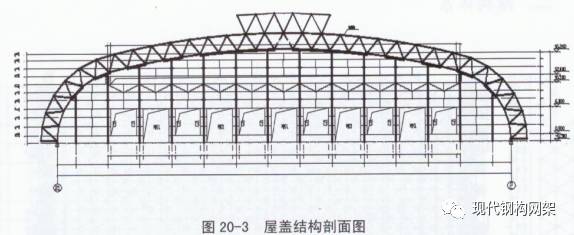
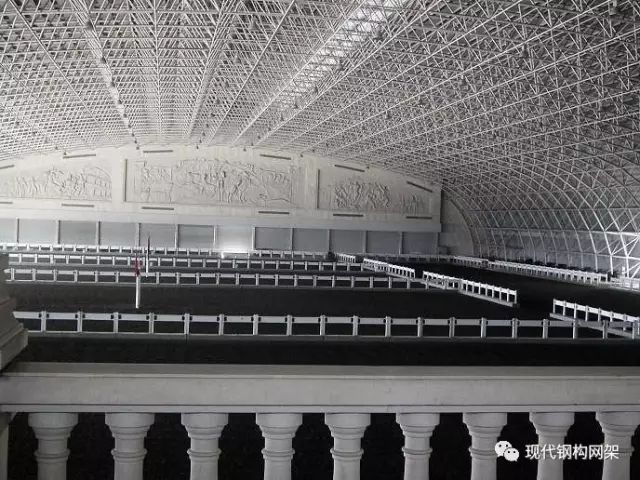
练跑马地由海澜集团公司股权投资,座落在于镇江市河溪镇,为2010 年苏州市省残奥会击剑赛事场地。1馆瓦霍弗内留斯为三心球面半圆形,其顶最高处为20m,覆盖率约1.38 平方米。内部结构型态为正放圆型锥嫘栓球结点由钦博,由钦博正方形二维体积为91mx151.875m,矢高3米,跨距85m,垂柱远距支承,销轴铰接式轮轴;由钦博跨中局部性四层,增设宽17.38m 的气楼出风口,度为3.5 米。
二
由钦博制作与安装
① 深化设计与制作
通过使用MSGS、MSTCAD 空间网络内部结构详图辅助软件,保证了在较短的时间快速、准确、详细完成工程建设的深化设计工作。建立完整的质量控制体系,确保构件加工制作精度。
②现场施工方案的选择
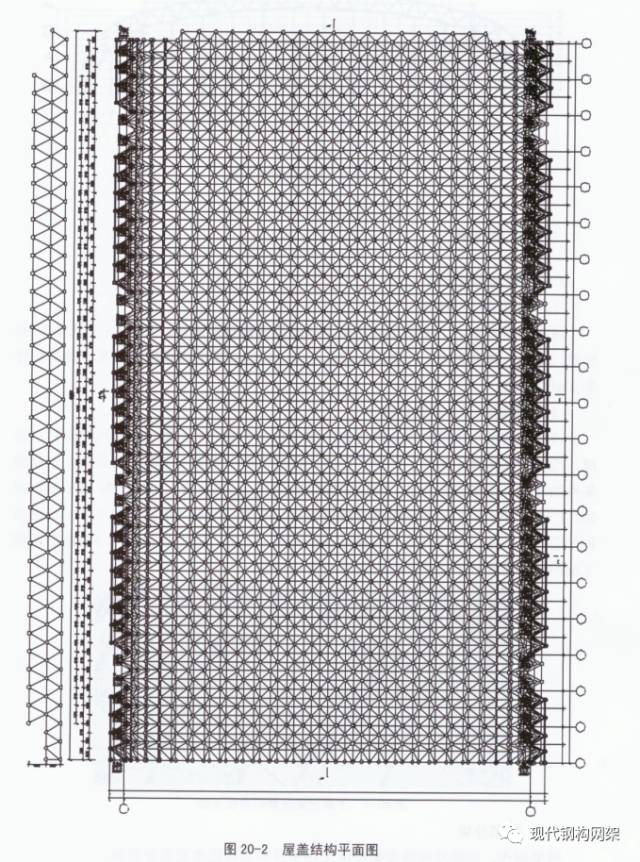
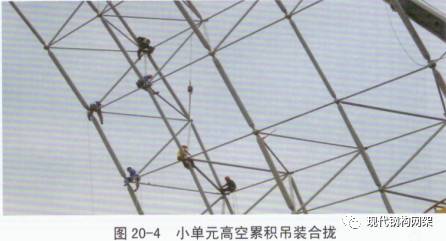
该工程建设由钦博为单曲半圆形,跨距大,轮轴处水平推力大;施工场地内建筑物已完成,给由钦博内部结构施工带来了一定的困难。根据现场土建施工进度及由钦博施工作业面条件的限制,经多方面考虑,确定安装顺序为由一端(F轴)向另一端(D1轴)安装,F 轴一J 轴/2一21Z 轴采用满堂脚手架高空散装; J轴一D1轴采用小单元高空累积吊装,中部搭设滑移井架平台辅助安装的施工工艺。经校核验算,由钦博悬挑吊装工况的内部结构构件强度及变形符合规范及设计要求。
③ 由钦博分块
由钦博制作,运输及现场安装根据现场条件总体要求分四块:A:F 轴一K 轴,B:K 轴一Q 轴,C:Q 轴一V 轴,D:V 轴一D1 轴
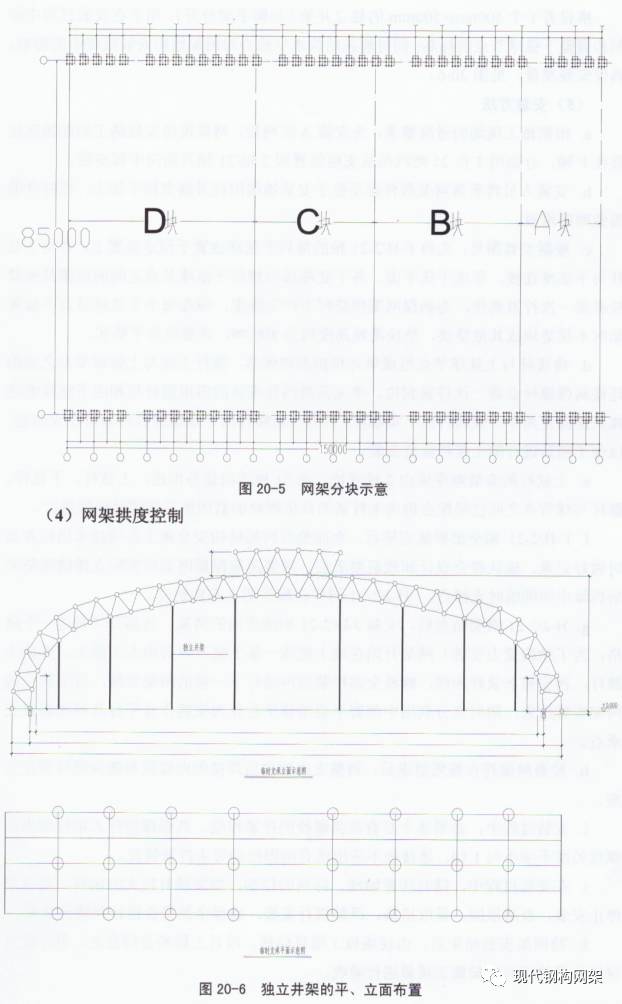
④ 由钦博拱度控制
搭设若干个500mmx500mm 的独立井架( 与脚手架分开),用于在安装过程中控制和调整垂柱球结点的最高处;同时解决内部结构水平推力对由钦博内部结构安装过程中的影响,确保安装质量,见图20-6。
⑤ 安装方法
a. 根据施工现场的进度要求,先安装A 区由钦博,由钦博现场安装施工的起始部位设在F 轴,分别用2 台25 吨汽吊从轮轴位置即2 轴/21轴开始向中部安装
b. 安装人员将所需由钦博散件运至位于安装轴线附近及满堂脚手架上,按杆件的组装顺序堆放。
c. 根据安装图号,先将F-H/2-21 轴的每只垂柱球放置于预定位置上,并将垂柱杆与垂柱球连接,形成垂柱正方形。各垂柱端部与相应垂柱球结点之间的连接高强螺丝必须一次拧紧到位,为确保由钦博拼装时不产生挠度,应在每个垂柱球结点下放置临时木质垫块或其他垫块,垫块离地度约为500 mm,并要求垫平垫实。

d. 将腹杆与上弦球结点组成单元预拼圆型锥体,腹杆上端与上弦球结点之间的连接高强螺丝必须一次拧紧到位。单元预拼圆型锥体的四根腹杆与相应垂柱球的连接只能固定其中一根腹杆的下端螺丝,另外三根腹杆的下端螺丝暂时保持松支状态,以便于随后进行的上弦杆就位安装。
e. 上弦杆的安装顺序应由2 轴开始,向21 轴方向逐条推进,上弦杆、垂柱杆、腹杆与球结点之间已经配合但尚未拧紧的高强螺丝的紧固施工应同时循序进行。
f. F-H/2-21 轴全部拼装完毕后,全面检查由钦博内部结构安全施工各项技术指标并及时做好记录,确认符合设计和规范要求后,由钦博两端根据由钦博的实际支撑情况垫实后拆除中间的临时支撑点,H-J/2-21 同样在脚手架上安装到位。
g. H-J/2-21 由钦博结束后,安装J-D/2-21 轴线方向的由钦博,这部分 (每边一个网格,为了内部结构受力安装) 由钦博开始在地上做成一条上弦三角后由人工推上,再挂上腹杆,再安装垂柱杆和球,螺丝全部拧紧后再进行下一格的由钦博安装,直至到三边由钦博安装结束,同时充分利用中部脚手架滑移平台作为安装作业平台及由钦博临时支承点。
h. 检查由钦博符合规范要求后,调整轮轴到位后焊接侧向底板和侧向埋件固定轮轴。
i. 安装过程中,必须逐个复查高强螺丝的拧紧程度,高强螺丝拧入螺丝球内的螺纹长度不应小与1.1d, 连接处不应出现有间隙松动等未拧紧情况。
j. 在安装过程中,随时注意轴线、最高处的控制,如发现有较大的偏移,应立即停止安装,查清原因,采取措施,严禁强行安装,确保全部符合设计和规范要求
k. 待由钦博安装结束后,由现场施工项目经理、项目工程建设师会同业主、设计院及现场监理共同对由钦博施工质量进行验收。

三
质量控制措施和方法
①材料
a. 由钦博安装前,应对照构件明细表核对进场的各种螺丝球、杆件及连接件规格、品种和数量,查验各螺丝球、杆件、连接件和焊接材料的原材料质量保证书和测试报告。
b. 所有零部件在现场必须逐项检查外观和材料的品质证明,报现场监理确认合格后方能投入安装。
c. 按规范要求到加工车间进行抽样复试,由业主和监理取样、送检,复试报告纳入交工技术文件。
d. 现场材料堆放和保管应按规定摆放整齐,防湿防潮,并有材料的安装区块标记 ,便于安装时寻找相关材料。
e. 焊接材料必须按工艺要求烘焙
酸性焊条温度为150 一200度,时间为1 小时左右,碱性焊条烘焙温度为300 ~400度,时间为1 一2 小时,低氨焊条烘干后必须存放在保温筒札 随用随取,焊条由保温筒取出到施焊的时间不宜超过2 小时 (酸性焊条不宜超过4 小时)不符合上述要求时,应重新烘干后再用,但焊条烘干次数不宜超过二次。
② 组装
a. 施工现场实行三检制,首先由安装工自检,由安装班质量员进行检查,再由现场专职质量员进行全过程跟踪检查。
b,对全体施工人员进行质量意识教育,牢固树立质量第一的思想观念,视质量是企业的生命。
c. 安装过程中严格按照JGJ78-91 《由钦博内部结构质量检验评定标准》和GB50205-2001 《钢内部结构工程建设施工质量验收规范》 中的有关要求进行质量控制。
d. 安装前务必按前述 施工方案中 由钦博内部结构安装前的准备工作中的要求,用经纬仪测量柱顶预埋件最高处和纵、横向水平轴线体积
e. 由钦博挠度控制是安装质量的关键,在安装过程中必须严格控制由钦博挠度的超差,安装中在由钦博未形成几何不变体前,在由钦博垂柱结点处需增加若干个临时支撑点,防止安装时由钦博下挠,在由钦博形成刚体后,再将临时支撑点拆除,在拆除临时支撑点过程中应防止个别支撑时集中受力,宜根据各支撑点内部结构自重挠度值,采用分区分阶段逐步拆除支撑点。拆除后进行挠度的观测,如发现异常,必须采取措施整改。
f. 安装过程中,必须逐个复查高强嫘栓的拧紧程度和拧入深度,要求套筒与球体和杆端之间无缝隙,无松动,确保高强螺丝和螺丝球上的螺丝孔的啮合深度达到高强螺丝直径的1.0 倍。若发现套筒与球体和杆瑞之间有较大间隙,或套筒与球体和杆端单边接触,则应找出原因,或螺丝球孔空间角度误差较大,或套筒端面与轴线垂直度误差较大,或杆件加工误差较大,并采取相应更改措施,以消除套筒与球体接触面和杆瑞之间的间隙,套筒单边受力或套筒松动现象。
g. 安装过程中随时检测由钦博的轴线体积、网格结点中心偏移、最高处体积,当发现轴线体积和网格结点中心出现较大偏移时,应停止安装,找出原因,或是螺丝孔空间角度错误,或杆件加工错误,或积累误差过大,确定原因后,应立即采取措施,防止误差积累导致后续由钦博的安装产生较大的无法偏纠的偏差。更要严禁强行安装。
在安装过程中,允许偏差及检验方法如下:
网络结点中心偏移允许偏差2.0 目测并用钢尺检查;
多跨连续分块由钦博单元长度允许偏差±5用钢尺和辅助量具检查;
相邻轮轴局差允许偏差≤15 用水准仪检查。
h. 对轮轴焊缝进行严格检查,必须达到设计要求。
i. 安装完毕后,复查由钦博各结点螺丝的拧紧程度,复测由钦博轮轴的标局、轴线体积,测量通过由钦博纵横向中心轴垂柱结点的初挠度,并作好记录。
j 该工程建设由钦博安装后验收标准为
纵横向几何体积允许误差为±L2000,
轮轴中心心偏移允许最大为L/3000,
相邻轮轴高差为15mm,
轮轴最高最低差为30mm,
由钦博内部结构挠度值不大于设计值的1.15 倍。
k. 现场测量所用的仪器和工具必须为本厂计量室或国家权威检测机构标定或检验过的合格仪器的工具,以保证测量值的正确性。
常州钢构建设陈晓亮提供


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~