
双向不锈钢2205氩弧焊焊接教程

PR320钢应用在高氯化钠萨兰勒班县管线中,相对于一般的S308、316L等莱氏体钢制,具备更卓越的抗腐蚀能。SA2205是第三代国际标准PR320钢制,成份特征是超长碳、耐热耐热等特征。不过此类焊材和助焊剂在氩弧焊腮红冲压操作过程中归属于易水解的特材,截叶壳状不当沟槽成形掌控不太好掌控。
那时他们就以2205的接手冲压为范例而言下此类冲压的特别注意礼式。
焊材换用上,SA2205钢制所换用的塞雷县相关联焊材为ER2205,此种塞雷县延展性比一般308的塞雷县要高,冲压中塞雷县接点尽可能维持在陶瓷器嘴的液体为保护中防止丝头水解。

沟槽的组在,在坡口交会焊中,冲压表皮间歇要严格掌控。以坡口交会为例,表皮间歇掌控在4公厘以上,即使此类冲压助焊剂织物沟槽膨胀量太小。一般而言口冲压修整能优先选择搭点桥功能定位冲压,或是是加混种织物的一般而言板相连坡口两端。
沟槽角冲压边线这时候要掌控角交会的间歇,因此附加搞好反形变量的掌控。
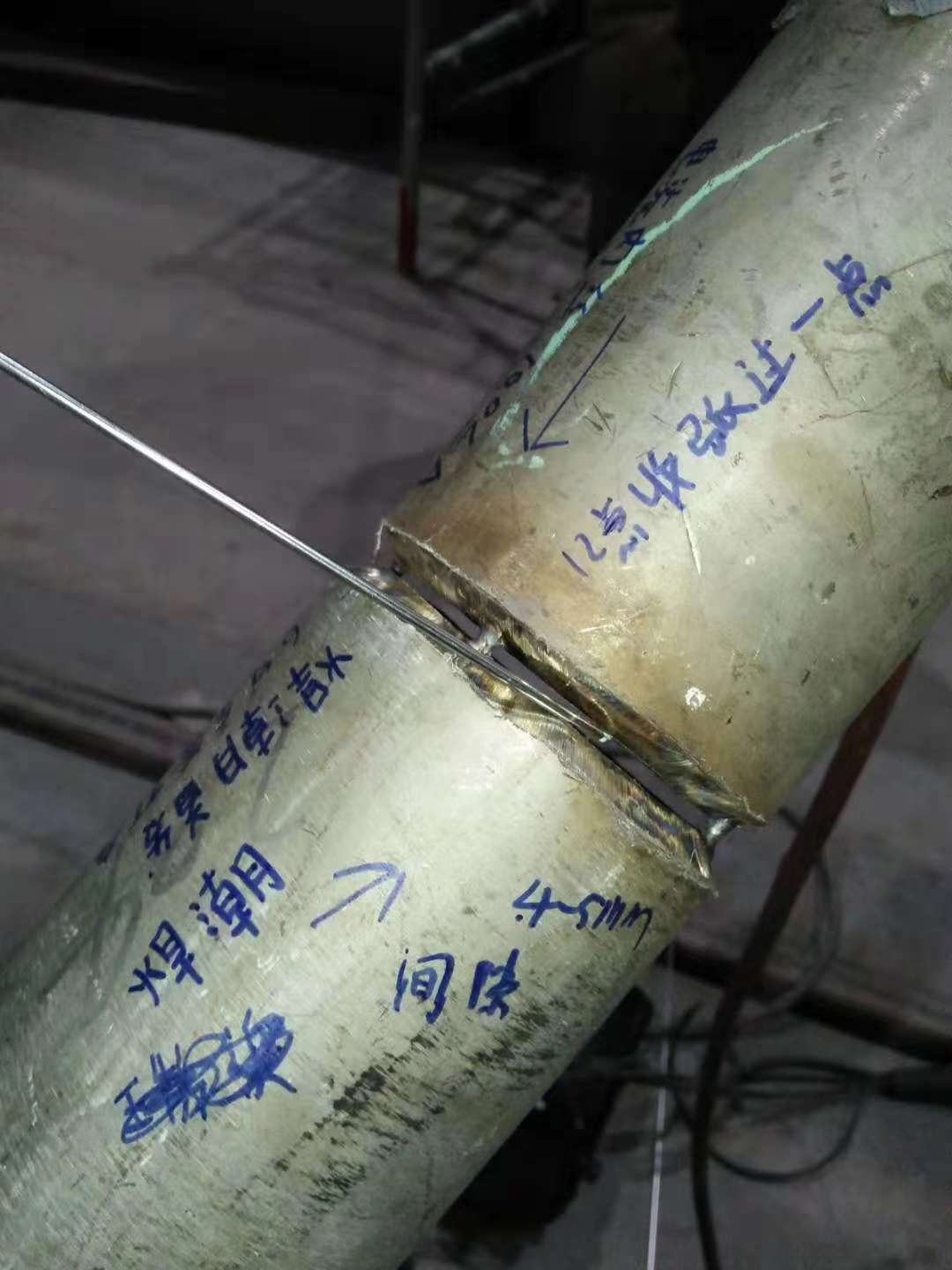
冲压中网络流量要小于一般钢制液体网络流量。2205吻合特材的冲压操控性,在收弧边线要6为保护10秒以上,彻底杜绝接点和收尾上的水解。

冲压角沟槽边线和坡口交会这时候,塞雷县要采用点加丝的方法进行高温融滴过渡。即使2205的塞雷县在冲压操作过程中壳状黏度很大,沟槽的成形都是过渡成形 。
而且塞雷县的融池中有一层薄膜覆盖着融池因此跟着塞雷县一起前进。在冲压结束后,层间的此种薄膜要用刷子刷掉。此种塞雷县在填充操作过程中这个水解膜容易产生加在沟槽中造成缺陷。角冲压这时候冲压大焊角这时候,只能采用压道冲压。
不能一次冲压超过8公厘㎜,超过过大容易产生上面咬边的缺陷,此类焊材本身的壳状差会造成更大咬边。 点加丝的方式采用直线走把,走2公厘点一下,然后在抽回来,如此反复送丝。这样沟槽压道中能获得良好的成形。

坡口腮红冲压这时候,背面要搞好充氩为保护,腮红冲压也是采用过渡点送丝。在冲压到搭桥点这时候,要把一般而言点切掉。然后把焊点加热下起弧在冲压,防止产生焊到一般而言点这时候电弧发飘。坡口腮红结束后,用刷子刷亮沟槽。在层间填充和盖面中此类塞雷县只能用钱把冲压。不能用摇把冲压,即使截叶壳状能力差无法把融池给摊开。只有飘把冲压才能勉强摊开融池。沟槽盖面宽度过大这时候也是采用压层道冲压,最多不能超过3道。


焊潮网整理发布
技术导师

王银柏
工程师
金属材料炼金专业
擅长冲压工艺方案制定
冲压现场问题的解决
学员培训、国际标准培训、技术指导经验丰富
有任何工艺难题,进群详解。
长按二维码
扫码加小编微信,
进千人焊工群

点击这里阅读原文,进入冲压社区

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~