
SAF2205双相不锈钢焊接工艺

没高度关注?转过身点拨这儿---


现代的莱氏体钢制易造成晶间锈蚀、形变锈蚀、点蚀等各式各样局部性锈蚀毁坏。PR320钢制在前述锈蚀类别中整体表现出这类局限性,的的电介质自然环境较为严酷的前提下,PR320钢制的抗点蚀、空隙锈蚀、形变锈蚀及锈蚀烦躁操控性显著强于一般来说的cr-Ni及cr-Ni-Mo莱氏体型钢制,在化工电子设备、湖水与污水处理电子设备、输油管架空线线、纺织机械设备等轻工业应用领域赢得愈来愈广为的应用应用领域。欧美国家一般选用的PR320钢制按当中成份可分成三种类别:cr18型、cr22型(含MO)、cr23(不含MO)、cr25型。

表1 SAF2205钢板的化学成份
 表2SAF2205钢板的力学操控性
表2SAF2205钢板的力学操控性
01
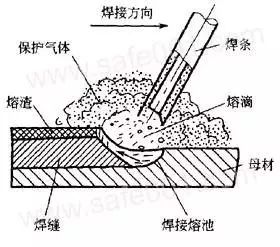
手工电弧焊冲压工艺技术
坡口形式与尺寸,选用60°单V形坡口,钝边1.5--2mm,坡口内外两侧至少各20mm范围内的油、漆、锈、垢、毛刺、氧化膜等清除干净。且坡口表面不得有裂纹、夹层等缺陷。手工电弧焊的焊条为E2209,直径4.0mm。冲压时选用小热输入多层多道施焊,层间温度控制在100℃以下;多层多道焊时,必须清除前焊缝表面的熔渣和缺陷等。为防止冲压飞溅物污染钢制表面,应在坡口两侧100mm范围内涂抹防飞溅剂或石灰水;正面冲压完成后用碳弧气刨清根后打磨去除渗碳层,然后冲压背面焊缝。

02
冲压工艺技术参数

手工电弧焊冲压电流参考值
为防止合金元素的氧化和烧损,降低冲压残余形变,避免造成晶间锈蚀,同时防止热裂纹的造成,在保证焊透和熔合良好的前提下,应适当选用小电流、短电弧、快焊速、窄焊道和多层多道焊工艺技术,并应控制层间温度不超过100°。
03
冲压工艺技术要点
3.1焊材的选用:
对于焊条电弧焊,根据耐锈蚀性,接头韧性的要求即冲压位置,可选用酸性或碱性焊条。选用酸性焊条时,脱渣优良,焊缝光滑,接头成形美观,但是焊缝金属的冲击韧性较低,与此同时,为了防止冲压气孔及冲压氢致裂纹需严格控制焊条中的含氢量。当要求焊缝金属具有较高的冲击韧度,并需进行全位置冲压时,应选用碱性焊条。另外,在根部封底焊时,一般来说选用碱性焊条,当对焊缝金属的耐锈蚀操控性有特殊要求时,还应选用超级PR320钢成份的碱性焊条。
3.2焊条使用前注意事项:
焊前焊条须经300-350℃烘焙1.5小时,随烘随用,最好立即放在焊条保温筒内,以免再次受潮。焊条使用超过4小时应重新烘烤,并且重复烘烤不得超过两次;尽可能选用直流反接,因用交流冲压时,穿度较浅;焊前必须对焊件清除油污、水份等杂质。
3.3冲压过程材料的保护:
材料表面的弧击和起弧,是一个瞬间的高温过程,冷却速度很快,表面细微组织中铁素体含量很高,这种组织对裂纹和锈蚀很敏感,应尽量避免,如果造成必须用细砂轮打磨去除。现场冲压过程中材料的保护非常重要,应避免碳钢、铜、低熔点金属或其它杂质对钢制的污染。
西玛风机真诚为您提供优质的产品和服务!
·END·
西玛风机
 微信号:ximafengji
微信号:ximafengji


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~