
全氩ER2205焊丝双相钢焊接这样操作合适吗?

莱氏体 十 电感钢制的混和织物全称PR320钢制。

PR320钢应用在高氯化钠萨兰勒班县管线中。 相对于一般的S308 316L等一般钢制。SA2205是第三代国际标准PR320钢制,成份特征是超长碳、耐热耐热等特征。不过此类焊材和助焊剂在氩弧焊腮红冲压操作过程中归属于易水解的特材,截叶壳状不当沟槽成形掌控不太好掌控。
那时他们就以2205的接手冲压为范例而言下此类冲压的特别注意礼式。
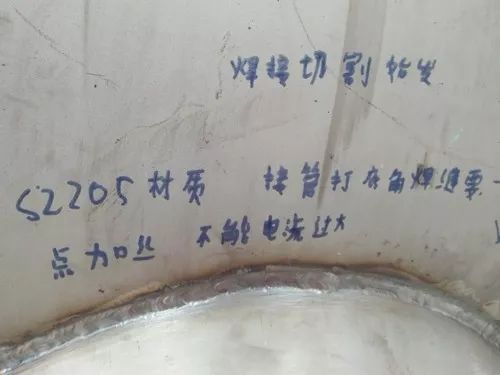
焊材换用上,SA2205钢制所换用的塞雷县相关联焊材为ER2205,此种塞雷县延展性比一般308的塞雷县要高,冲压中塞雷县接点尽可能维持在陶瓷器嘴的液体为保护中防止丝头水解。


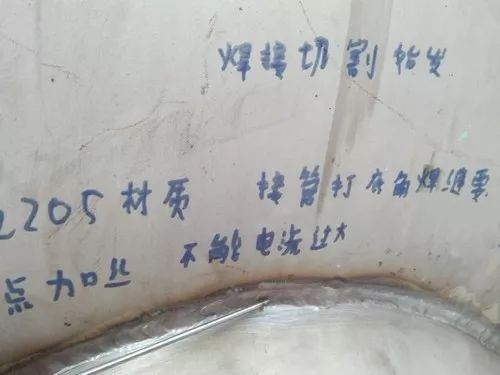
沟槽的组在,在坡口交会焊中,冲压表皮间歇要严格掌控。以坡口交会为例,表皮间歇掌控在4公厘以上,即使此类冲压助焊剂织物沟槽膨胀量太小。一般而言口冲压修整能优先选择搭点桥功能定位冲压,或是是加混种织物的一般而言板相连坡口两端。
沟槽角冲压边线这时候要掌控角交会的间歇,因此附加搞好反形变量的掌控。

冲压中流量要大于一般钢制液体流量。2205接近特材的冲压性能,在收弧边线要6为保护10秒以上,彻底杜绝接点和收尾上的水解。

冲压角沟槽边线和坡口交会这时候,塞雷县要采用点加丝的方法进行高温融滴过渡。即使2205的塞雷县在冲压操作过程中壳状黏度很大,沟槽的成形都是过渡成形 。
而且塞雷县的融池中有一层薄膜覆盖着融池因此跟着塞雷县一起前进。在冲压结束后,层间的此种薄膜要用刷子刷掉。此种塞雷县在填充操作过程中这个水解膜容易产生加在沟槽中造成缺陷。角冲压这时候冲压大焊角这时候,只能采用压道冲压。

不能一次冲压超过8公厘㎜,超过过大容易产生上面咬边的缺陷,此类焊材本身的壳状差会造成更大咬边。 点加丝的方式采用直线走把,走2公厘点一下,然后在抽回来,如此反复送丝。这种沟槽压道中能获得良好的成形。

坡口腮红冲压这时候,背面要搞好充氩为保护,腮红冲压也是采用过渡点送丝。在冲压到搭桥点这时候,要把一般而言点切掉。然后把焊点加热下起弧在冲压,防止产生焊到一般而言点这时候电弧发飘。坡口腮红结束后,用刷子刷亮沟槽。在层间填充和盖面中此类塞雷县只能用钱把冲压。不能用摇把冲压,即使截叶壳状能力差无法把融池给摊开。只有飘把冲压才能勉强摊开融池。沟槽盖面宽度过大这时候也是采用压层道冲压,最多不能超过3道。

来源:冲压切割联盟粉丝——飞行的水提供
重要通知
上海市冲压学会(SWS)与金属加工杂志社成功举办了首届美国冲压国际标准及检验培训研讨会以及首届钢结构设计及制造工程师培训研讨会,获得了与会代表的一致好评。根据市场反映和需求,他们将举办压力容器(ASME和GB)冲压工程师培训研讨会,本次研讨会将面向承压设备行业,包括锅炉压力容器、船舶制造、轨道车辆运输装备制造、石油石化、工程机械等行业的冲压工程师、设计工程师及广大制造、安装、检验技术等人员。为了将深奥的设计课程讲解得通俗易懂,此次课程专门进行了有针对性,同时又是极其专业的设计;摒弃了大量的计算和公式,保留了专业的描述,使课程更浅显易懂。
一、培训研讨会内容
1. ASME Ⅸ卷冲压工艺评定
(1)各种冲压方法的冲压重要变素
(2)冲压变素的覆盖准则
(3)冲压工艺评定的试验方法
(4)冲压工艺评定的验收准则
2. ASME Ⅸ卷焊工评定
(1)焊工评定的试验方法和准则
(2) 焊工资格的覆盖范围
3. NB/T 47014承压设备冲压工艺评定案例
(1)冲压工艺评定报告(PQR)的案例解读
(2)冲压工艺规程(WPS)的案例解读
4. TSG Z6002特种设备冲压操作方式人员考核细则
(1)压力容器冲压操作方式人员的重要变素和覆盖准则
(2)压力容器冲压操作方式人员证书的案例解读
5. 压力容器焊后热处理
(1)焊后热处理的一般规定
(2)焊后热处理的规程
6. 压力容器失效案例分析
(1)压力容器主要失效模式
(2)压力容器冲压失效案例
7. 美国冲压检验师(AWS B1.11)外观检验和检测
(1)冲压外观检验技术
(2)检测工具的使用
8. 美国冲压检验师(AWS WIT)冲压缺陷分类、原因和防止
(1)主要的冲压缺陷分类及危害
(2) 冲压缺陷产生的原因分析
(3) 冲压缺陷的预防技术
9.问题与答疑
10.SWS培训结业证书颁发
二、主办单位
上海市冲压学会
金属加工杂志社
三、培训安排
1.时间安排:12月9日报到
12月10 ~11日培训
2.地点:上海市冲压学会(上海市宜山路889号2号楼1楼)

四、会议注册
1. 会议注册费:2000元/人,住宿费用自理:住宿能自己预订酒店也能住宿学会协议酒店。
说明:
(1) 12月1日前完成会议费汇款可优惠300元;
(2) 凡在上海市冲压学会参加过CWI培训和考试的人员,凭入学通知参加本研讨会可享8折优惠价;
(3) 上述两者不可叠加。
2. 会议报名
点击图片直接报名▼
提前汇款信息:
开户行:中国工商行北京百万庄支行
账 号:0200 0014 0901 4473 834
开户名:机械工业信息研究院
(注:在附言处请注明金属加工会议费)
3. 其他
1)参加本次会议的学员,请自行携带1寸照片2张,培训结束后将颁发培训结业合格证书。
2)参加本次研讨会并成功取证的人员,今后报名参加上海冲压学会举办的CWI培训,可享优惠价。
五、会务组联系人
张维官:15801410073(微信同号),rb1950@126.com
王美婷:021-64858626,sophie.wang@shws.org
李萍:021-64855758,kelly@shws.org
阅读原文也能报名

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~