
【焊接工程师】不锈钢药芯焊丝打底技巧
在化工业中,每月都有大批的钢制管的冲压,依照混凝土锻造规范化明确要求选用氩焊实心焊单面成形的工艺技术。现阶段,在工程施工操作过程中最常见的三种工艺技术为:
(1)选用实芯塞雷县的钨极氩焊;
(2)选用药芯塞雷县的钨极氩焊。
第二种方式在工程施工操作过程时用的最多,而第三种方式是现阶段最一流的冲压方式,但在工程施工操作过程中还未普及化。这三种方式的较为六义1.
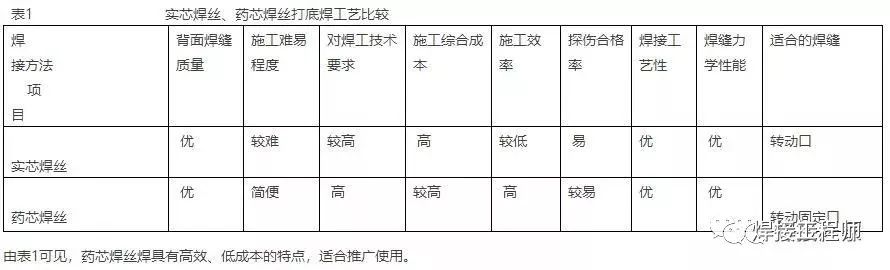
钢制药芯塞雷县的特征
不绣钢药芯塞雷县凸显了很多冲压方式的不利优点,比如銲接部份饰演了与扁枝铜焊能明显改善熔填合金成份与形变之机能。制造工作效率上又有液体为保护合金耐腐蚀及埋焊的特征。
与实芯塞雷县较之有下列缺点:
(1) 具备较好的冲压工艺技术操控性,沟槽成形耐用 选用气渣联手为保护,赢得较好成形。重新加入稳弧剂使静电平衡,熔滴过渡阶段光滑;
(2) 具备较好的生物化学机械锻造操控性,熔敷合金机械操控性高,抗导管、抗裂缝潜能强;
(3) 可用较大冲压电流进行全位置冲压;
(4) 制造工作效率高,操作简便;
(5) 用途广,不仅用于连接,也可用于表面防护,还可以用于各种合金快速成形的填充材料等。
钢制药芯塞雷县的工艺技术操控性
钢制药芯塞雷县是一种带有特殊涂层的塞雷县。冲压时,其为保护药皮会渗透到熔池背面,形成一层致密的为保护层,使焊道背面不被氧化,冷却后这层渣壳会自动脱落,用压缩空气或水冲的方式容易清除。这种塞雷县的使用方式与普通氩焊实芯塞雷县基本相同,涂层不会影响正面的静电和熔池形态,沟槽合金在操控性上可满足明确要求。
使用药芯塞雷县不受管材规格、冲压位置等因素的限制,操作灵活,并且减少了充氩时的准备工作。但由于塞雷县表面有较薄的涂层,在冲压操作上出现了一些不适应性,往往会出现内凹等缺陷,因此对焊工的操作水平明确要求较高。自为保护塞雷县适用于沟槽腮红,不宜用于第二层以上的焊道,否则易造成夹渣,且沟槽成形不耐用。选用全氩焊多层多道冲压时,宜与实芯塞雷县配合使用。
使用药芯塞雷县的注意事项
1、选用平优点的直流电源,直接反接(DC+)。
2、为保护液体流量一般为10~11L/Min。
3、塞雷县干伸长度不宜过短和过长,否则易产生凹坑、气沟、静电不稳等缺陷。
4、须有切实有效的挡风措施,当风速超过2m/s时,会破坏液体的为保护效果,造成沟槽合金增氮,从而导致导管以及热裂缝的产生。
5、坡口以及其周围的水分、油污、铁锈等杂质必须清除干净。
钢制药芯塞雷县的冲压要点及工艺技术
1、操作要点
药芯塞雷县冲压的操作方式与实芯塞雷县相似,但有一些不同之处,实际操作时要特别注意,否则将会影响冲压质量,造成夹渣等缺陷。
1)、静电长度明确要求:静电长度理想状态是越短越好;
2)、溶孔的形成:选用钢制药芯塞雷县氩焊,要想得到较好根部背面成形焊道,腮红冲压时一定要见熔孔,这样就会使充足的熔渣渗透到背面焊道,让背面焊道表面得到完全的为保护。假如没有熔孔的形成,熔化的焊渣就无法渗透到背面焊道充当为保护,那将导致背面焊道氧化,得不到优质的焊道外观。相反,如果熔孔太大、背面焊道变得太宽、焊道合金过厚、沟槽温度过高使焊道容易氧化,降低了冲压质量,同时也降低了冲压工作效率。因此,要得到较好的背面焊道,熔孔的大小要准确控制。
3)、送丝操作要点:钢制药芯塞雷县送丝要点为少量、快节奏填送,而且塞雷县头移动的间距要短,快速填送时要特别注意钢制药芯塞雷县是否充分熔化,一般要保持熔池清晰,用钨极的摆动充分搅拌熔池使焊药完全熔化浮出,并使沟槽熔合较好,否则将会残留夹渣,形成缺陷。经验得出焊道内有夹渣缺陷产生可以从内焊道形状判断出来,如果发现背面焊道有焊刺产生,一般沟槽内有夹渣缺陷产生,可以马上打磨清除缺陷。
4)、接头操作要点:当停弧之后再起弧接头冲压时,最好后退10mm左右起弧,以搭接方式衔接;如果焊道温度仍高时,不必敲除先前焊道之焊渣直接起弧冲压。先前焊道温度如果已经冷却,坡口内的焊渣必须敲掉,而背面焊道焊渣却不可敲掉,因为背面焊道焊渣可以防止背面焊道再起弧时发生氧化。
2 母材与塞雷县、铜焊的选择
1)、母材:母材为成都腾顺达钢材厂出产的钢制管,材质为0Cr18Ni9,规格为φ219×6.0mm,执行标准为GB/T 14976-2002.其成份见下表2.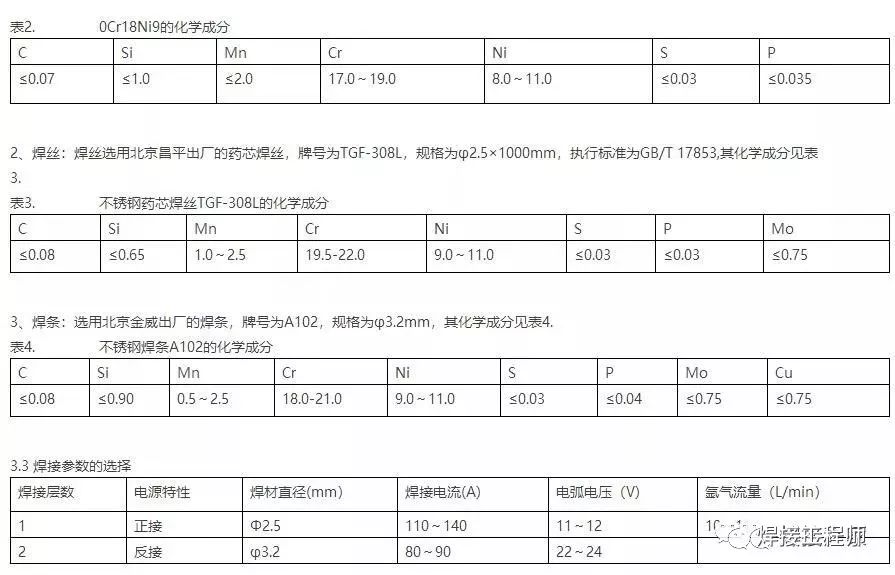
4、 焊前准备
1)、坡口形式及明确要求
坡口型式不容忽视,氩焊坡口参数有严格明确要求。坡口型式见图1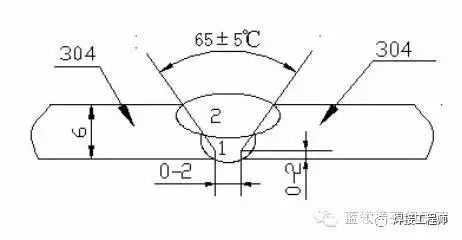
2)、铜焊的烘烤:钢制铜焊A102烘烤温度150℃,烘烤30min,保温温度100℃,保温时间60min。
3)、坡口两侧的清理:用机械方式清理坡口及其内外面壁20mm内的油、绣、污物等影响冲压质量的杂物。
4)、管道组对:管道组对时,坡口角度、间隙、错边、棱角度等应符合相应规范化明确要求。管件内清洁无杂物,内壁齐平,最大错边量不超过壁厚的10%,且不大于2㎜。
5)、点固:点固应对称进行,用手工钨极氩焊点固,长度为20(mm),点固后认真检查点固质量,若有表面裂缝、导管、未焊透等缺陷,必须彻底清除。
6)、环境为保护:下列任一情况禁止施焊:
a、相对湿度>80﹪
b、手工耐腐蚀时风速:≥8m/s.
c、氩焊时≥2m/s.
d、温 度:焊件温度低于5℃.
e、天 气:无防雪,防雨措施的室外作业(在有雨、雪时).现场环境不能满足以上明确要求时,应采取搭设防护棚,利用烘炉加热提高环境温度,降低空气相对湿度等措施后方可进行冲压工程施工,在防护棚内放置温、湿度表,方便观察环境温度和湿度。
5、现场冲压
依照选好的材料和冲压参数,做好充分的焊前准备,在现场选择5个焊工同时进行为期1天的冲压,总共冲压规格为φ219×6.0mm的焊口30个。随机在现场对各焊口进行检查拍照,其中一部份如下图所示:

6、焊后检测
1)、外观检查:通过外观检查可发现的缺陷有:表面导管、夹渣、焊穿、咬边、裂缝及其类似的 表面缺陷和冲压接头的表面颜色。检查可用10倍以内的放大镜。检查以前,应在沟槽两侧的20mm宽的范围内去渣清洗,然后沿沟槽两面进行检查。
2)、射线探伤:沟槽的射线检测应符合现行行业标准《承压设备无损检测第2 部份射线检测》JB/T 4730.2的规定。
经过外观检测和射线检测,所焊30个口外观均无缺陷,探伤检测的探伤片数总共为180张,其中合格片数175张,不合格片数5张。合格率高达97%。其中的1个合格焊口见下图:


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~