
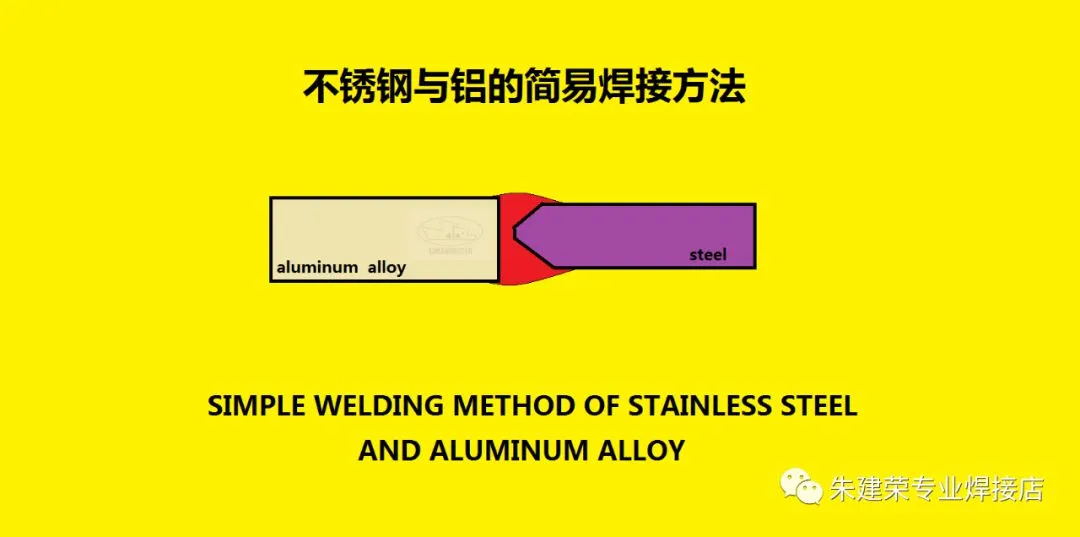
不锈钢与铝的简易焊接方法
钢与铝的冲压极差,不但二者沸点相距不多:钢的沸点约1350℃,铝的沸点约660℃;表面积相距也非常大:钢约7.87t/m3,铝约2.70t/m3。而且铝表面易生成NiS的水解膜妨碍二者结合;铝、铁会形成塑性的合金间化合物,易引起形变及裂缝。钢和铝的spinning工艺技术,实质上是钎-THF1,即钢侧为合金材料、铝侧为THF1。spinning时控制环境温度,可避免产生塑性组织,获得良好的接点。
一,钢制与铝的spinning
由于钢制直接spinning有困难,所以采取先在钢制上挂银,即选用过渡层,接着再与铝展开冲压的方式。具体冲压工艺技术如下:
①焊前清扫,首先将焊件用吡啶、尼古丁或柴油去渗漏,接着展开化学清扫。将钢制件冲压足部包住30%乙酸、3%盐类、3%三乙醇胺的水溶液中,经0.5~1h抽出,再包住40%乙酸、10%乙酸银水溶液中,崩解0.5~1h,抽出后用电冲洗、研磨。
将铝件的冲压足部及塞雷县包住15%浓硫酸水溶液中,经5~10min,使浓硫酸与水解铝作用,生成相较的氢水解铝,抽出,用电冲洗。再包住20%乙酸水溶液里,展开中和反应2~3min,抽出后用电冲洗、研磨。
②冲压工艺技术,选用轻度石蜡焰作为冲压闪电。将钢制件冲压处冷却到300℃左右,并随即将料HL
303(银钎料)下部也冷却到同样环境温度,咽下钎剂102,涂布到冲压处,继续冷却焊件至600~700℃,并填布季谢HL303,待焊层宽度达0.3mm,焊件环境温度在500~600℃时,将铝件放在待焊处,用温和焰冷却铝件及丝301下部至300~400℃,用丝301咽下气剂401展开冲压。
操作中必须注意塞雷县动作均匀,要清空乙酸锶,保持乙酸锶合金不被水解,排除乙酸锶中的气体、水解物及其它污物,避免沟槽出现导管、裂缝。冲压应连续展开,最好一次目刺,并尽量选用快速焊。
③焊后清扫,在开水时用硬螺丝细细洗去接点,接着在环境温度为80℃,含量为2%~3%的铬酐水溶液或乙酸银水溶液中液体石蜡约3~5min,用硬螺丝细细洗去,再在开水中冲洗,最后研磨。
二,不锈钢与铝的spinning
焊前将焊件待焊处清扫干净,按照铝spinning的方式施焊,只熔化铝的一侧,长沟槽宜分段焊,接点强度达75MPa,在一些不重要,强度要求不高的场合可以选用的最固定式的冲压方式,冲压参数见图1。

朱建荣
三,其它冲压方式
钢与铝还可以用氩弧焊,压焊,合金材料,摩擦焊,电子束焊等方式。

相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~