
RA330镍基合金钢带焊接工艺性能
0简述
钢铁企业压铸的铜线坎奇斯后须要展开无水解淬火,淬火炉的锻造工艺控制技术是由瑞典瑞斯子公司结构设计,负责管理电子设备锻造。淬火炉的内罩织物为RA330钛,由美国罗莱钛子公司制造,该金属材料归属于莱氏体耐热钛,组织输出功率1000~1100℃。在低温下冷却罩要隔热一两年后,经烈风冷却留下来桩基轮转,电子设备的组织工作前提严酷。控制技术明确要求内罩的纵谷神星要是全焊透沟槽,焊后展开≥20%伽马射线熔接,因而,冲压产品质量的优劣十分大某种程度上下定决心了电子设备的寿命及组织工作状况。
1冲压性预测
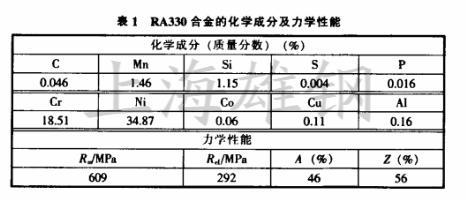
RA330钛是含Ni-Cr莱氏体耐热钛,具备卓越的耐热抗水解剂优点,且有十分好的抗低温塑性操控性,其成份和机械操控性六义1。
虽然RA330钛Ni浓度较低,又组织工作在冷暖接头处的前提下,因而对该金属材料的冲压要明确提出严格明确要求。
1.1冲压特殊性
RA330钛热膨胀系数大,热导率小,冲压时熔池中的铁液流动性差,要控制好熔池与母材的充分熔合,并减少缺陷的产生。而且冲压时熔池较浅,这也是由该钛的物理操控性所下定决心的,实践证明,窄而小的坡口通过加大冲压电流并不能显著增加熔深,这就明确要求在焊前准备时将坡口考虑好。
1.2冲压热裂纹
RA330钛冲压时具备较低的热裂敏感性,这与金属材料中Ni浓度较低有关,冲压时,Ni能与许多元素形成低熔点共晶,存在于晶界或弧坑中,在冲压收缩应力作用下形成裂纹,因而冲压时要特别注意对热输入和道间温度的控制。冷却速度越快越好,这样能有效地控制热裂纹的产生。
1.3沟槽的明确要求
本电子设备长时间在1100℃以上的工况前提下组织工作,而且冷暖接头处频繁,沟槽会水解变薄,因而明确要求沟槽要焊透,熔敷金属要致密,沟槽要饱满。角沟槽的沟槽表面应是凸起的,不应是凹陷的,因为表面凹陷的角沟槽不适用于耐热钛,在冷却和冷却过程中容易在沟槽中间开裂。
1.4焊道清理
焊前,坡口两侧要清理干净,杜绝一切粉尘物遗留在坡口内,需采用压缩空气吹净,同时层间焊后的熔渣及飞溅物也应清理干净,以防止产生夹渣、未熔合等缺陷。使用的扁铲、钢丝刷应是不锈钢制成的,避免采用打磨过碳钢的砂轮打磨RA330钛,以防止铁离子污染。
2冲压方法
为了保证在低温下沟槽的强度,控制冲压接头的组织和操控性,对于有严格明确要求的莱氏体金属材料,冲压时应选择冲压热输入相对小的GTAW和SMAW的冲压方法。对于该电子设备,直径4700mm,壁厚为6mm,若全部采用GTAW的冲压方法显然是太慢了,时间不允许,而且GMAW冲压热输入仍偏大。对于在极高组织输出功率下使用的金属材料,沟槽最好采用焊条电弧焊,因为焊条电弧焊的冲压热输人较小,沟槽饱满,焊后不容易开裂。
3焊材的选择
焊材的选择应尽可能地与母材相匹配,这是个基本原则。为了保证冲压接头具备与母材相近的低温抗塑性和抗水解剂操控性,明确要求沟槽金属中的Cr和Ni的浓度不能低于母材的,但是在冲压金属材料中要严格控制Mo的浓度,因为Mo的加人将会缩小钢中的莱氏体相区,使莱氏体中出现铁素体相,为此,在低温和低温中使用的莱氏体钢应限制沟槽中Mo的浓度。另外,焊材中还应含有一定量的Mn,以提高低温时沟槽抗开裂操控性。
再有,根据美国罗莱钛子公司冲压控制技术指导文献中的明确要求,美国AWS标准的E330-16焊条虽然与RA330钛相匹配,但该焊条中的Mn浓度较低,其不宜在1100℃以上的淬火炉的焊件上使用。最终本电子设备RA330钛选用了美国罗莱钛子公司制造的RA330-04-15焊条,该焊条的成份六义2。

4坡口形式
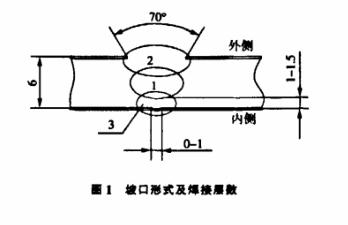
合理的坡口形式和坡口角度是保证冲压产品质量和熔透的先决前提,虽然该电子设备直径大、板材薄,组对时预留间隙较为困难,因而选择如图1所示的坡口形式,外侧焊2层,内侧展开砂轮清根后再焊第3层,这样既保证了全焊透,又防止了不稳定的熔深导致产生缺陷,同时,采用双面焊可以大大减小冲压接头的残余应力。
5冲压工艺控制技术
5.1冲压工艺控制技术参数
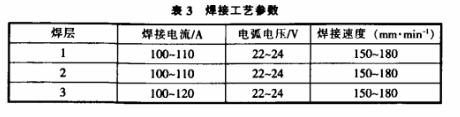
根据RA330钛的冲压特殊性,为了防止冲压时产生热裂纹,采用了Φ3.2mm的焊条,目的是为了控制冲压热输入。根据焊条直径和坡口形式确定的冲压工艺控制技术参数六义3。
5.2施焊要点
(1)焊前采用坡口机加工坡口,然后清除坡口两侧的污物,并涂白垩粉。焊条按规定烘干后放在隔热箱内,随用随取。
(2)冲压第1层时焊条不摆动,在冲压外侧第2层和内侧第3层(内侧)时,焊条应适当摆动,但摆动幅度不应大于焊条直径的2倍。
(3)在对产品冲压时焊工要有耐心,欲提高效率而随意增大冲压电流将会给沟槽造成过热的不良影响,使冲压接头机械操控性下降,并加大热裂纹的产生几率。
(4)冬季冲压时,工件温度若低于0℃,应适当展开预热,预热温度在10℃左右,同时将坡口周围的冷凝水烤干,以防冲压时产生水蒸气在沟槽中形成气孔。
(5)冲压时要控制道间温度在100℃以下,必要时可在沟槽背面展开强制冷却。
6封头沟槽的缺陷预测
电子设备封头拼板冲压Pleyben封头厂冷旋压成形,而后对沟槽展开100%伽马射线熔接,结果发现部分封头拼接的沟槽存在断续的、有规律的小裂纹,裂纹在沟槽中间,长度在5~8mm。针对出现的问题,笔者展开了认真预测,根据莱氏体金属材料沟槽出现热裂纹的机理,其不应是断续有规律的,故考虑与焊条接头有关,于是用角磨机将裂纹处打磨,磨至深3mm左右时裂纹出现了,再往下磨就没有了,再找一个裂纹处打磨出现同样的结果,这就证实封头上出现的小裂纹是虽然冲压熄弧时出现的弧坑裂纹。
6.1弧坑裂纹的产生
弧坑裂纹属热裂纹,是莱氏体钢在冲压熄弧时常出现的一种缺陷,在焊条接头时虽然冲压电流偏小,电弧的热量不能将弧坑的裂纹完全熔化并消除,造成剩余的裂纹缺陷被埋在沟槽中,Pleyben封头在冷旋压时虽然母材和沟槽都受到一定某种程度的拉伸,使得埋在沟槽中剩余的裂纹被拉开了,造成伽马射线熔接时发现裂纹缺陷。
6.2纠正措施
将封头上的裂纹处逐一展开返修,并指导焊工在焊每--根焊条结束时不要立即熄弧,一定要填满弧坑或向回焊一个熔池的距离后再熄弧,如有明显的弧坑裂纹,要用砂轮将裂纹磨掉后再接头,同时,明确要求焊工严格执行冲压工艺控制技术。经纠正焊工冲压操作动作后,再冲压简体上和其他的沟槽,展开伽马射线熔接后,未发现弧坑裂纹缺陷。
7结论
(1)对于耐热钛金属材料的冲压,除要了解金属材料的特殊性外,还要注意冲压时坡口周围的洁净,防止将富含铁离子物质的杂质带到沟槽中,以破坏沟槽在低温时的抗水解剂性。
(2)对于弧坑裂纹,虽然及时采取了有效的控制措施,并纠正冲压时焊工错误的操作动作,取得了很好的效果,在冲压其他沟槽时未再产生弧坑裂纹的缺陷。
(3)在对RA330钛冲压的特殊性展开预测后,制订了合理的冲压工艺控制技术和施焊要点,成功地完成了淬火炉的冲压组织工作,为今后该类产品的冲压积累了经验。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~