
254SMO奥氏体不锈钢焊接性能
0序言
254SMO钢是丹麦阿维斯塔邓迪子公司为用作湖水等所含氟化物电介质自然环境中而开发设计的具备极卓越抗锈蚀的新式高钛莱氏体钢制。按我省的钢制序号准则为0OCr20Ni18Mo6CuN。该钢用作锻造技术标准为Φ2800mmx8mm/Φ2200mmx6mmx30839mm的标准状态精馏塔。
1 254SMO钢的优点
254SMO钢是一类超长碳、高铬、高钼纯莱氏体钢制,它的Quillebeuf多于0.01%,具备氮性,具备出众的耐点蚀、耐缝锈蚀、耐固体间易燃能和具备较好的抗形变易燃能。铜的重新加入也提升了其在某一的酸内具备抗锈蚀。在湖水中,如氟化物、氟化物、氟化物等,在硝酸、乙酸、氨水、酯、六氰合钴、氯气等电介质上均有良好的抗锈蚀,通常应用作化工罐子和阀门。与湖水碰触的电子设备、纺织、生物制药、机械锻造和发电厂的许多电子设备或模块。
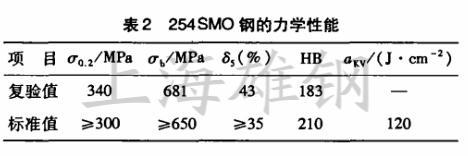
254SMO钢却是一类耐热SnCl的莱氏体钢制,比316L钢的气压最高处50%。其成份和机械操控性依次见表1和表2。

2 254SMO钢的冲压特点
254SMO钢用作强易燃自然环境中,要求冲压接头在机械操控性和抗锈蚀方面要优于或相同于母材,其冲压特点是:
(1)焊前对坡口的清理要求严格,因为任何杂质、污物进入熔池都将降低焊缝的抗锈蚀。
(2)冲压过程中避免使材料与铜、黄铜、锌发生碰触,以免铜、锌渗入钢的晶粒边界引起裂纹。
(3)宜于选择较低的冲压热输入。热输人量不得超过15kJ/cm。
(4)控制层间温度不高于100℃,碰触锈蚀电介质的一面最后冲压。
(5)焊后采取缓慢冷却措施,以防止弧坑裂纹。
(6)为获得最佳耐锈蚀能力,焊后应对焊件做酸洗钝化处理。
3 254SMO钢的冲压
3.1冲压方法
根据材料特点及板厚选用TIG冲压方法,手工操作。电源极性为直流正接。保护气体采用100%Ar,纯度为99.99%。
3.2焊丝选择
焊丝选择丹麦Avesta子公司生产P12焊丝,技术标准巾2.4mm。该焊丝符合美国AWSA5.14和ASMESFA5.14的ERNiCrMo-3。P12焊丝的成份如表3所示。

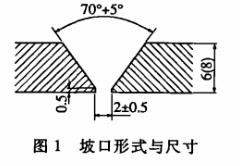
3.3坡口形状和尺寸
由于采用TIG焊方法,为了使坡口两侧熔合良好及便于操作,采用V形坡口且坡口角度较大。用刨边机加工,其尺寸如图1所示。
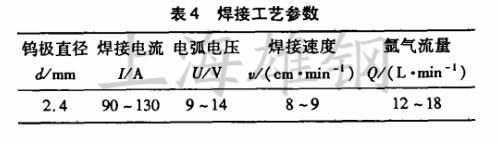
3.4冲压工艺参数
冲压工艺参数的选择见表4。
3.6施焊
(1)焊前将坡口及其两侧表面至少50mm范围内清理干净,并用丙酮擦洗。
(2)清理准备工作完成后,进行定位焊,定位焊时背面也应氩气保护,其流量为18~22L/min。
(3)根部焊道的冲压不要从定位焊缝处起弧,在焊到定位焊缝前要熄弧,用砂轮将定位焊缝全部磨掉或将其两端磨掉并形成斜面后再施焊。
(4)每道焊缝焊前都要用丙酮擦洗,焊后进行PT检测,确认无任何缺陷后,方可进行冲压。
(5)使用小直径P12焊丝(Φ2.4mm),施焊时焊丝不做横向摆动。
(6)焊后呈过热或氧化颜色的部位,应仔细打磨掉。
(7)保护气体提前5s给出,熄弧后延时5s停气。
4冲压检验
(1)焊后焊缝按JB4730—94《无损检测》标准和设计技术要求进行外观检验、20%RT检测和100%PT检要求,表面质量符合JB4730--94K无预位测81MP。
(2)产品试板进行机械操控性检验。σb=787.1MPa,面、背弯(D=24mm)180°完好,无裂纹。
(3)抗锈蚀检验冲压接头试样在95%D436酯溶液中,微沸115℃,浸泡240h,证明抗锈蚀卓越。
(4)焊缝内外表面进行酸洗钝化处理,按HG20584—1998《钢制化工罐子锻造技术规定》标准进行,无蓝点为合格。
5结论
254SMO钢通过选择合适的冲压方法,匹配的冲压材料,合理的冲压工艺参数和措施,冲压接头机械操控性和抗锈蚀符合标准和设计技术要求,在标准状态精馏塔产品上获得了成功的应用。


相关文章
发表评论
评论列表
- 这篇文章还没有收到评论,赶紧来抢沙发吧~